Доброго времени суток с вами компания 3Dtool! Часто возникают ситуации, когда необходимо напечатать геометрически сложную деталь на 3D принтере с одним экструдером например Hercules Strong, которую как не крути, а без поддержек не напечатать. Вариант – порезать на части и склеить в контексте этого поста рассматривать не будем.
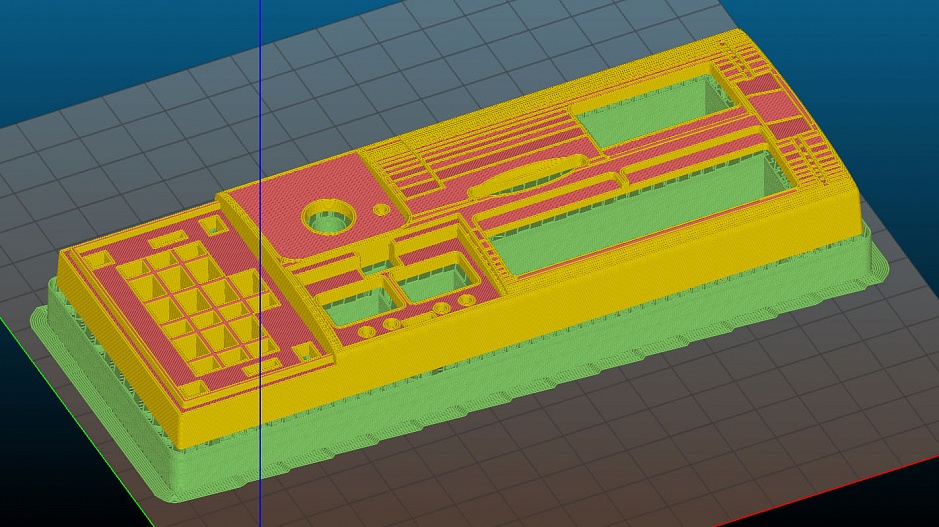
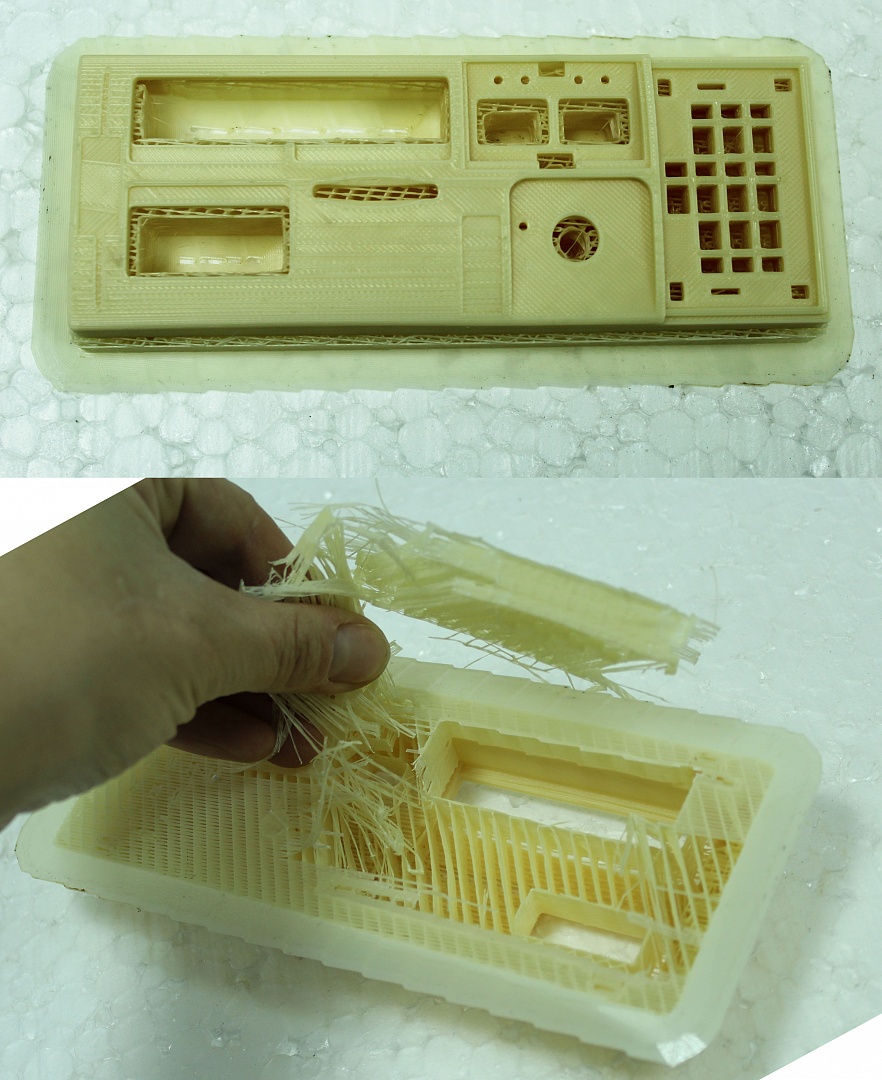
У одного из наших заказчиков возникли сложности в подготовке, печати и постобработке детали (см. ниже). Сверху на картинке –лицевая сторона, внутренняя сторона (вторая картинка) печатается с поддержками.
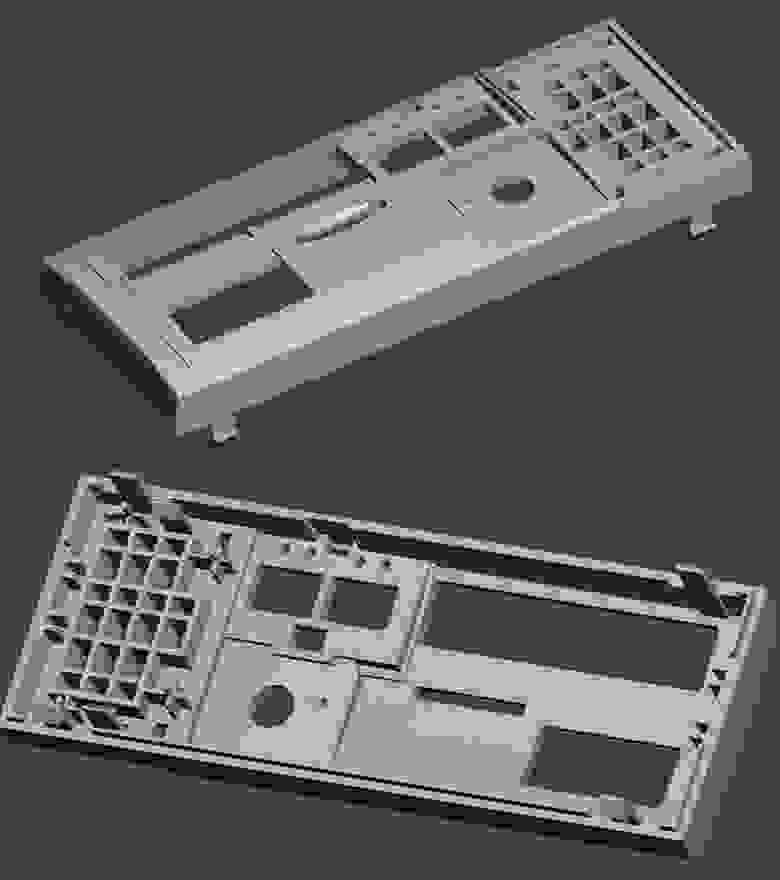
Сложность 3D печати заключается в том, что поддержки с черновой стороны детали удалить практически невозможно, они либо удаляются с кусками детали, либо первые слои детали провисают над поддержками и печатаются не ровно.
Загружаем деталь в Slic3r.

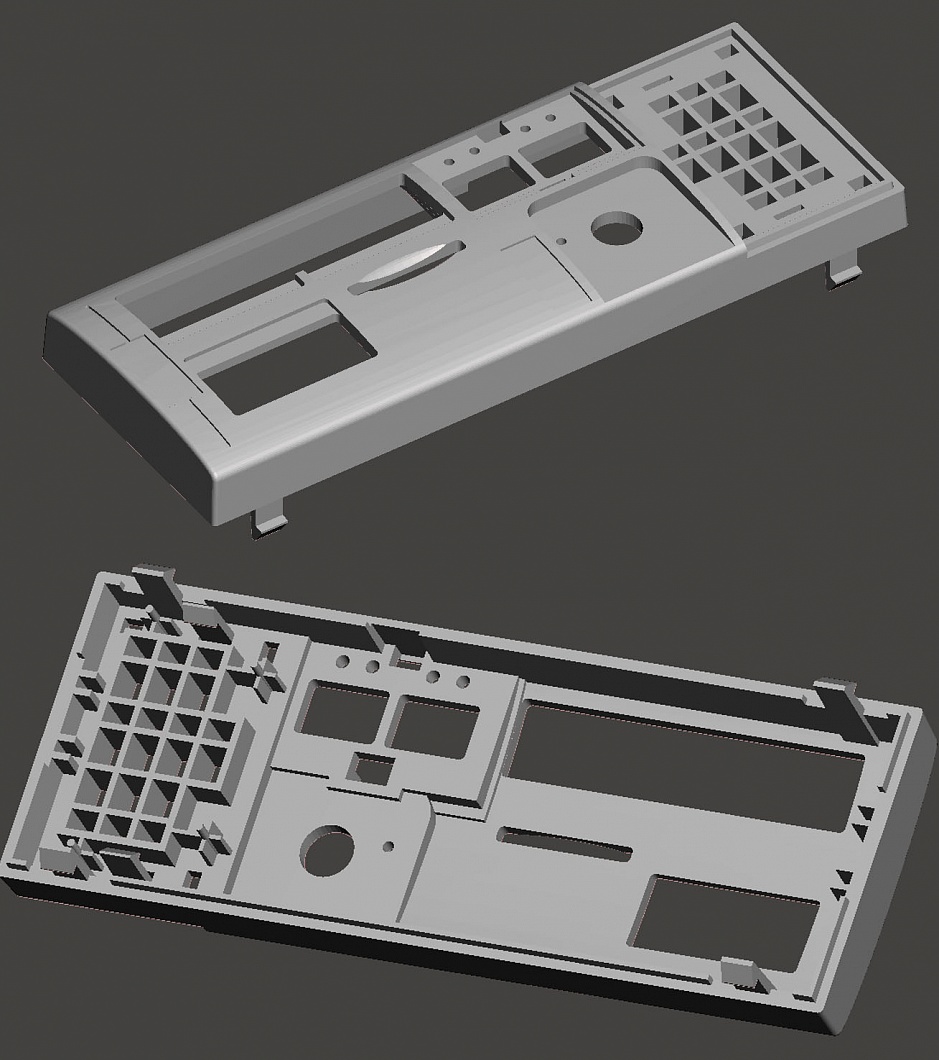
Располагаем деталь таким образом для того, чтобы верхняя часть панели получилась в хорошем качестве. Также нам важно качество боковых внешних стенок. Внутренняя часть панели — черновая, поэтому выстраиваем поддержки во внутренней части.
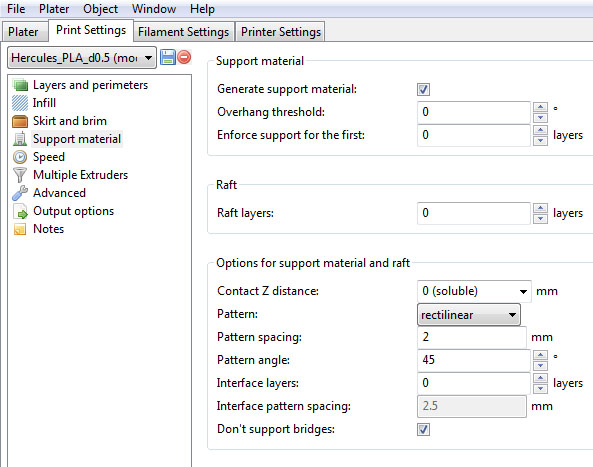
Идем в Print settings → Support materials и включаем поддержки.


Получается, что вся деталь держится на поддержках, и удалить их будет очень сложно. На фото результат печати нашего заказчика. Именно он подкинул нам эту интересную задачу. Время печати 4,5 часа.


Отделить поддержки удалось с большим трудом плоскогубцами. Внутренняя поверхность в очень плохом качестве, обработать ее невозможно.
Стандартные настройки в данном случае с задачей не справились. Поэтому будем настраивать Slic3r вручную.
Для того, чтобы поддержки легко удалились и внутренняя часть панели получилась в допустимом качестве, нужно изменить некоторые параметры:
Заходим в раздел Support Material
1. Уменьшить ширину экструзии на поддержках. Сетка поддержки будет печататься тонкими нитями, похожими на паутину. Их легко удалить руками и в то же время их прочности вполне хватает, чтобы удержать первые слои детали.
Меняем настройки в Advanced → Extrusion width → Support material–0.35 мм.
2. Для того, чтобы нити первого слоя детали, который будет печататься над поддержкой, не провисли, нам нужно, чтобы сетка поддержки была плотной, т. е. шаг необходимо сделать минимум 1 мм. Этот параметр называется Pattern Spacing. Это расстояние в миллиметрах между нитями поддержки. Если мы укажем там небольшое расстояние, печать поддержек займет очень много времени. Поэтому мы сделаем таким образом: будем печатать поддержку с шагом в 3 мм, а последние 2 слоя поддержки напечатаем с нужным нам шагом в 1 мм, эти слои будут поддерживать первые слои детали и шаг в 1 мм не даст нитям провиснуть. Это существенно сэкономит время. Меняем настройки:
Pattern spacing –3 mm -печатаем поддержку с шагом в 3 мм
Interface layers –2, Interface pattern spacing–1 mm – задаем двум слоям между деталью и поддержкой печатать линии с шагом в 1 мм.
3. Contact Z distance укажем 0. Первый слой детали будет печататься вплотную к поддержке, поэтому он будет ровнее. А уменьшение ширины экструзии позволит нам без проблем удалить поддержку с поверхности детали.

4. Идем в раздел Speed. Для того, чтобы нити поддержки из-за сниженной экструзии не обрывались, снижаем скорость для Support material до 40 мм/с и Interface support material до 30 мм/с.
Скорость для сплошных слоев, тех самых, которые будут печататься поверх поддержки, снижаем до 50%. Делаем это для того, чтобы слои на поддержку легли ровнее и нить не обрывалась.
Speed → Solid Infill – 50%
Сохраняем G-code и печатаем.

Смотрим результат.
Зеленый PLA Esun и кремовый ABS Esun. Печаталось на Hercules Strong соплом 0,5 мм, высота слоя 0,2 мм. Время печати 6,5 часа PLA и почти 7 часов ABS.


Основная часть поддержки легко отделилась руками, нити двух слоев между деталью и поддержкой мы удалили канцелярским ножом и тонкой плоской отверткой. Поверхности над поддержками получились ровные, без обрывов и провисаний нитей.
Данный метод позволяет печатать сложные детали с большим количеством поддержки. Время печати будет увеличиваться в зависимости от настроек Slic3r-а, которые в свою очередь будут зависеть от сложности детали, типа пластика и желаемого результата. В нашем случае время печати увеличилось почти на 40%.
Как показали эксперименты, ширину экструзии на поддержке возможно уменьшать до 40% от диаметра сопла, чем меньше это значение, тем легче будет отделить поддержку, но тем больше вероятность, что экструзия будет срываться и первые слои детали лягут неровно или не удержатся на поддержке. Также не стоит забывать о физических свойствах пластика: для ABS пластика мы уменьшали скорость печати поддержки до 30 мм/с, иначе экструзия срывалась. PLA пластик хорошо тянется, в отличии от ABS, и печатался на скорости 40мм/с без срывов. Поэтому все перечисленные параметры могут варьироваться в каждом конкретном случае.
Каталог 3D принтеров
Не забывайте подписываться на наш YouTube канал (новые ролики выходят каждую неделю).
У одного из наших заказчиков возникли сложности в подготовке, печати и постобработке детали (см. ниже). Сверху на картинке –лицевая сторона, внутренняя сторона (вторая картинка) печатается с поддержками.
Сложность 3D печати заключается в том, что поддержки с черновой стороны детали удалить практически невозможно, они либо удаляются с кусками детали, либо первые слои детали провисают над поддержками и печатаются не ровно.
Загружаем деталь в Slic3r.

Располагаем деталь таким образом для того, чтобы верхняя часть панели получилась в хорошем качестве. Также нам важно качество боковых внешних стенок. Внутренняя часть панели — черновая, поэтому выстраиваем поддержки во внутренней части.
Идем в Print settings → Support materials и включаем поддержки.
Получается, что вся деталь держится на поддержках, и удалить их будет очень сложно. На фото результат печати нашего заказчика. Именно он подкинул нам эту интересную задачу. Время печати 4,5 часа.

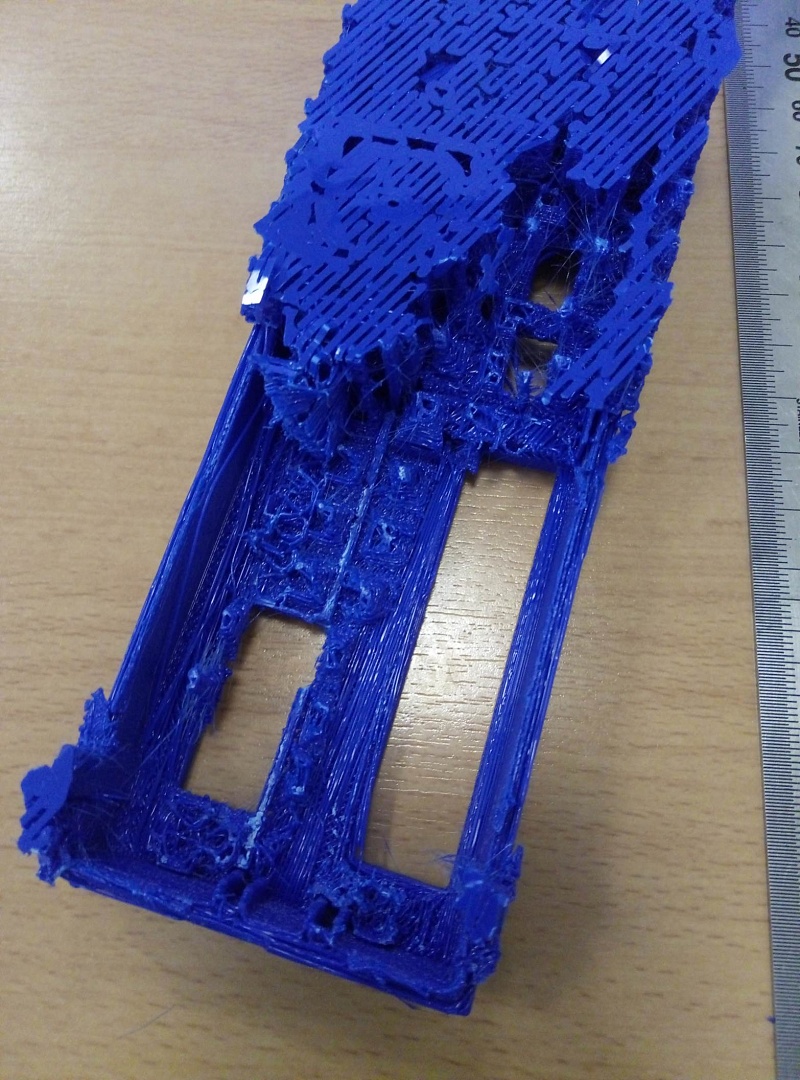
Отделить поддержки удалось с большим трудом плоскогубцами. Внутренняя поверхность в очень плохом качестве, обработать ее невозможно.
Стандартные настройки в данном случае с задачей не справились. Поэтому будем настраивать Slic3r вручную.
Для того, чтобы поддержки легко удалились и внутренняя часть панели получилась в допустимом качестве, нужно изменить некоторые параметры:
Заходим в раздел Support Material
1. Уменьшить ширину экструзии на поддержках. Сетка поддержки будет печататься тонкими нитями, похожими на паутину. Их легко удалить руками и в то же время их прочности вполне хватает, чтобы удержать первые слои детали.
Меняем настройки в Advanced → Extrusion width → Support material–0.35 мм.
2. Для того, чтобы нити первого слоя детали, который будет печататься над поддержкой, не провисли, нам нужно, чтобы сетка поддержки была плотной, т. е. шаг необходимо сделать минимум 1 мм. Этот параметр называется Pattern Spacing. Это расстояние в миллиметрах между нитями поддержки. Если мы укажем там небольшое расстояние, печать поддержек займет очень много времени. Поэтому мы сделаем таким образом: будем печатать поддержку с шагом в 3 мм, а последние 2 слоя поддержки напечатаем с нужным нам шагом в 1 мм, эти слои будут поддерживать первые слои детали и шаг в 1 мм не даст нитям провиснуть. Это существенно сэкономит время. Меняем настройки:
Pattern spacing –3 mm -печатаем поддержку с шагом в 3 мм
Interface layers –2, Interface pattern spacing–1 mm – задаем двум слоям между деталью и поддержкой печатать линии с шагом в 1 мм.
3. Contact Z distance укажем 0. Первый слой детали будет печататься вплотную к поддержке, поэтому он будет ровнее. А уменьшение ширины экструзии позволит нам без проблем удалить поддержку с поверхности детали.

4. Идем в раздел Speed. Для того, чтобы нити поддержки из-за сниженной экструзии не обрывались, снижаем скорость для Support material до 40 мм/с и Interface support material до 30 мм/с.
Скорость для сплошных слоев, тех самых, которые будут печататься поверх поддержки, снижаем до 50%. Делаем это для того, чтобы слои на поддержку легли ровнее и нить не обрывалась.
Speed → Solid Infill – 50%
Сохраняем G-code и печатаем.
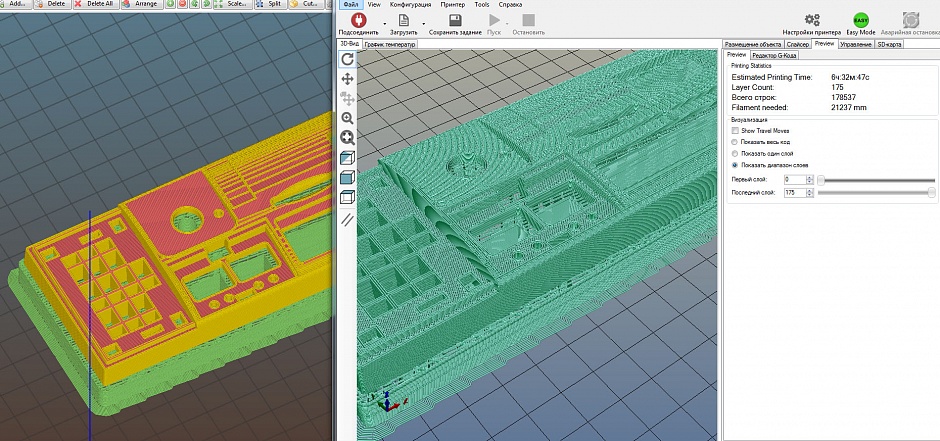
Смотрим результат.
Зеленый PLA Esun и кремовый ABS Esun. Печаталось на Hercules Strong соплом 0,5 мм, высота слоя 0,2 мм. Время печати 6,5 часа PLA и почти 7 часов ABS.
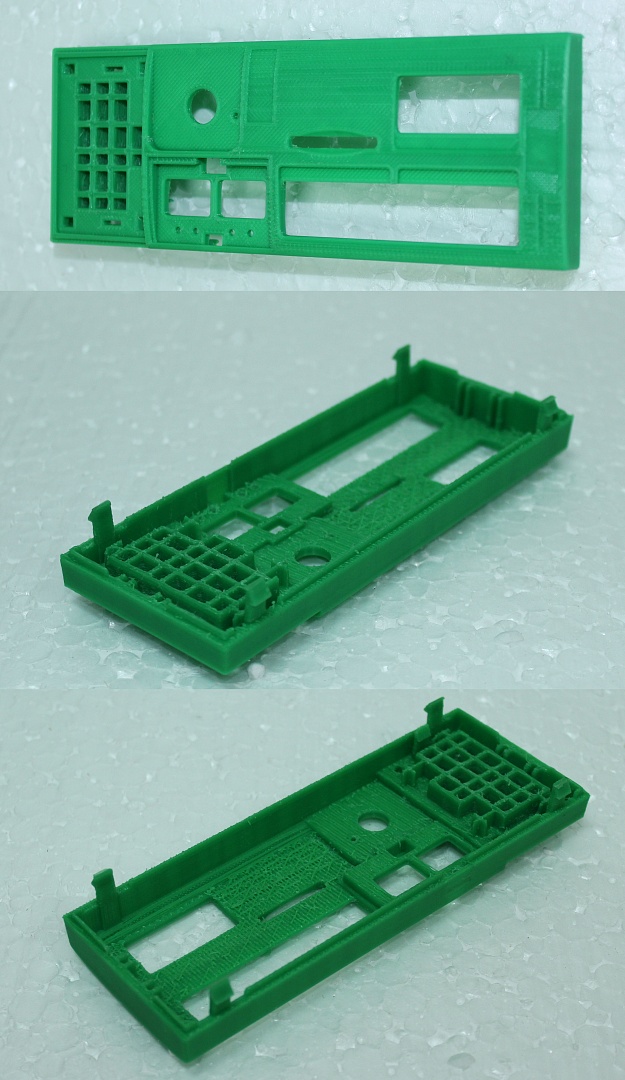
Основная часть поддержки легко отделилась руками, нити двух слоев между деталью и поддержкой мы удалили канцелярским ножом и тонкой плоской отверткой. Поверхности над поддержками получились ровные, без обрывов и провисаний нитей.
Данный метод позволяет печатать сложные детали с большим количеством поддержки. Время печати будет увеличиваться в зависимости от настроек Slic3r-а, которые в свою очередь будут зависеть от сложности детали, типа пластика и желаемого результата. В нашем случае время печати увеличилось почти на 40%.
Как показали эксперименты, ширину экструзии на поддержке возможно уменьшать до 40% от диаметра сопла, чем меньше это значение, тем легче будет отделить поддержку, но тем больше вероятность, что экструзия будет срываться и первые слои детали лягут неровно или не удержатся на поддержке. Также не стоит забывать о физических свойствах пластика: для ABS пластика мы уменьшали скорость печати поддержки до 30 мм/с, иначе экструзия срывалась. PLA пластик хорошо тянется, в отличии от ABS, и печатался на скорости 40мм/с без срывов. Поэтому все перечисленные параметры могут варьироваться в каждом конкретном случае.
Каталог 3D принтеров
Не забывайте подписываться на наш YouTube канал (новые ролики выходят каждую неделю).

