Comments 46
1. «Сопли». Даже при остановке подачи нить продолжает некоторое время поступать и на углах при перемещении печатающей головки к другой точке образуются наплывы или застывшие в воздухе обрывки. Традиционное решение — обратная экструзия, перемещения головки от точки к точки с изменением Z и снижение температуры. Параметры эти придется подбирать в зависимости от материала, температуры и принтера.
2. Склеивание слоев. Связь между слоями гораздо слабее, чем поперек. С этим можно ограниченно бороться увеличивая температуру пластика, но… см. п. 1.
3. Деформация. Настоящий бич больших моделей. Несмотря на нагретый стол и прогретый объем — пластик все равно выгибается, его «ведет», часть слоев получается менее плотной, а часть — напротив, более «жирной» и с наплывами.
4. Засорение головки. Событие до отвращения регулярное и по закону подлости возникающее ближе к концу печати модели, на которую уже потрачено часов 10. Большая часть принтеров не поддерживает ни возможность возобновить печать (что чаще всего все равно не помогает), ни даже просто удобное обслуживание засорившейся головки.
5. Бессмысленность. Из-за огромного количества проблем принтер оказывается слишком сложным и слишком капризным инструментом. Это даже не электроинструмент, который нынче прост в использовании и эффективен, это что-то из области редкоиспользуемых лабораторных установок.
Собственно, поэтому у меня надежда на стереолитографию. Там пока все еще не очень гуманные цены (в пересчете на разовое использование принтера в месяц), и не слишком широкий выбор полимеров, но зато они изначально лишена недостатков FDM.
Если сопло засоряется регулярно, то мне кажется что-то не так с принтером.
Распечатав с десяток килограмм разных пластиков от разных фирм, лишь пару раз чистил сопло проволочкой.
Может за засорение сопла ошибочно принимается образование пробки в хотенде? косвенно на это указывает факт что сбой происходит в конце длительной печати.
2. Есть пластики с очень хорошим спеканием слоёв. Вроде petg. Она почти как литая.
4. Что-то вы делаете не так. Из всех знакомых владельцев и из своего опыта с этой проблемой сталкиваются единицы. Чем там засоряться то? На нить поставьте чистилку из поролона и ок. ПЛА бывает затстревает, но это от хренового охлаждения барьера. С этой бедой сталкиваются или самодельщики или владельцы совсем уж кривых клонов е3д экструдера.
Что интересно, SBS от других производителей так себя не ведёт, так что тут какие-то индивидуальные особенности пластика.
Была идея поставить полностью металлический хотэнд, но почитал форумы и отказался от этой идеи — с ним тоже проблем хватает, а все модели после его установки придётся слайсить заново, подбирая параметры под изменившиеся условия.
Но. Фотополимеры хрупкие в сравнении с обычными пластиками и деградируют под воздействием солнечного света, становятся ещё более хрупкими, меняют цвет и пр.
Для выжигаемых форм — идеально ювелиры это уже давно поняли. Прототипы — да.
Функциональные изделия — весьма сомнительно.
SLS — весьма высокая скорость печати, однородность модели, хорошая прочность — подходит для функциональных изделий. Но. Пористая, гигроскопичная структура.
О круто! Ребята из АКИТ взялись не только закрывать нам границы и aliexpress, но и рекламировать 3д печатать которой мы все выучились благодаря aliexpress. Такая-то двуличность и ирония.
Сам М.Видео продает одну оверпрайснутую модель. Ну, видимо именно ей и придется органичиваться скоро.
А люди разочаровавшись потом долго не горят использовать что-то, даже там где это вполне подходит и оправдано.
Эх, научились бы делать такие штуки опенсорсно…
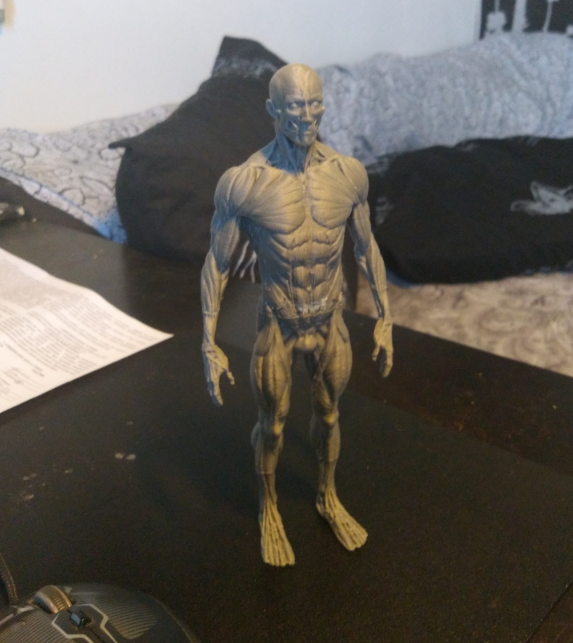
Вполне вроде бы бытовая причина — потребовался нормальный трехмерный референс по анатомии, который можно покрутить в руках и который не хочется покупать в магазине для художников за несколько тысяч рублей.
Но если Вы подробней ознакомитесь с возможностями 3Д печати (в т.ч. SLM из порошков металла), если подержите в руках качественные готовые FDM, SLS, SLM модельки, то как и я придёте к выводу, что у технологий 3Д печати есть своя сфера применения и будущее, никак не отменяющее будущее фрезерно-токарной обработки.
Как владелец относительно дорого ультмейкера скажу, в быту он реально используется раз в месяц для очень специфичных задач, но его результат реально может сэкономить десятки часов. За год работы он себя окупил процентов на 70 по заказам, но если считать по времени заказа вентиляционного переходника, насадки для пресса, фиксатора для лазерного целеуказателя в резак, готической розетки для ремонта маминого антикварного серванта, или персонализированного крепления для лазерной трубы…
Думаю удовольствием, которое получаешь от понимания того, что ты можешь починить ВСЕ, и возможности реализации за считанные часы того, что заняло бы шесть поездок и пять дней, 3D принтер компенсирует свою стоимость в первые же дни покупки.
Если вы хоть немного работаете руками с материалами — вы однозначно найдете хорошее применение 3D принтеру.
Сам же печатаю на Cheap3d V300 за полтора года ни единого нарекания. Вообще. С новым типом пластика придется повозиться, пока не поймешь на что его клеить к столу (обычно пара пробных попыток и чтение форумов), а потом, когда профиль готов — слайс и печать уже спинным мозгом.
Минус, возможно, был один. Поставлялся он в виде деталей и собрать его нужно было самому.
А как по мне это не минус — во время сборки можно хорошо изучить механику принтера, и если нужна будет разборка, ремонт и т.д. — то уже знаешь как все собрано, какие детали как установлены и т.д.
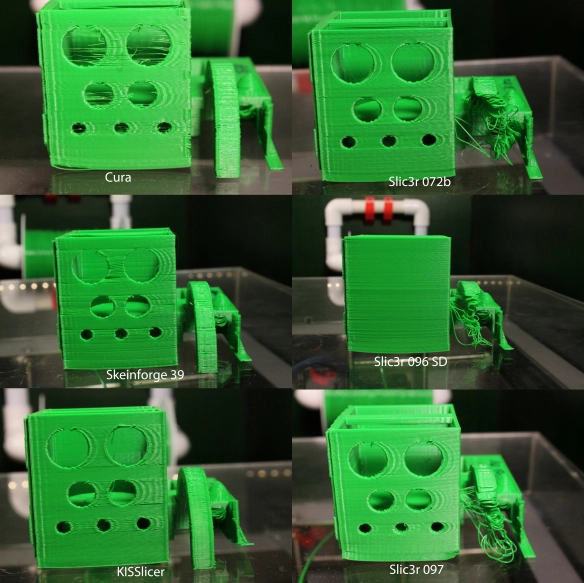
Позвольте прокомментировать эту картинку. На самом деле, проблема программы нарезки моделей для печати не такая уж большая. Обновленные версии программ-слайсеров все более менее печатают отлично, вопросы только в точной настройке и при должном опыте можно на любой программе получить отличные результаты.
Чот касаемо картинки в примере статьи, то на трех правых видно, что деталь деформирована в результате деламинации (отлипания от стола) Это произошло либо по причине недостаточного нагрева платфармы либо из-за того что печать была произведена после трех предыдущих и покрытие стола деградировало, его нужно было просто обновить. именно поэтому не пропечаталась дуга, так как первые слои сорвало и дальше пластик наносился на воздух… В целом же по всем картинкам видно, что у самого принтера есть проблемы с механикой. Это звон с правой стороны от границ печати, такое происходить когда голова резко меняет направление, избавиться от такого дефекта можно за счет уменьшения ускорений в прошивке а так же используя более качественные ремни с кевларовыми нитями и подшипниками без люфтов.
Однако пока стоимость устройств превышает 5 тыс. долларов США.
Даладно, серьезно? Гуглом не пробовали поискать?
Давно уже есть модели со стоимостью меньше 1 тыс.долларов.
ИМХО в статье не хватает еще одного важного момента — необходимо иметь хотя бы поверхностные знания в 3д моделировании. Скачать модель для печати любой сможет, а вот даже просто отмасштабировать может быть не достаточно (толщина стенок просядет например).
полно знакомых которые после покупки принтера не знали что с ним делать, т.к. модель нужную найти не удается, а замоделить самому не умеют.
Менее 35 000 рублей, и в нескольких российских магазинах есть в продаже, не говоря про али даже.
https://cvetmir3d.ru/3d-printery/wanhao/3d-printer-wanhao-duplicator-7/
http://top3dshop.ru/kupit-3d-printer/3d-printer-duplicator-7.html
На али он менее 25 даже, так что сумма в 5000$ слишком преувеличена.
Фотополимеров много разных, его родной не нюхал, но полимеры soidwoks и makerjuse с которыми работал не пахнут, можно использовать их.
И проблем с ними на порядок меньше — всего одна ось, ненадо ничего калибровать, натягивать ремни, подбирать температуры и скорости, бороться за адгезию, подогревать столы и т.д. Даже постобработка модели гораздо проще.
Тем, кто печатает много и разными материалами, дома придется завести целый набор растворителейДостаточно и одного дихлорметана. Он растворяет всё, что вообще возможно растворить в домашних условиях.
Подводные камни 3D-печати: всем ли нужен такой принтер