Цифровизация производства давно перестала быть запредельно дорогим новшеством: эксперты из «Сколково» отмечают, что сейчас она обходится в разы дешевле, чем пять лет назад. Мы собрали несколько интересных кейсов (в том числе из российской практики), которые показывают, что промышленный интернет вещей не только решает производственные проблемы с безопасностью, кражами и браком, но и позволяет существенно экономить на эксплуатации завода.
Еще поговорим о том, какими характеристиками должен обладать идеальный контроллер для завода, и как можно обеспечить его надежность, если речь идет об опасном производстве.
Представим, что на заводе работают 150 станков с ЧПУ. С каждого устройства придется собирать данные: сколько часов оно было в работе, какой объем продукта получили на выходе, что с процентом брака. Если обрабатывать всю информацию «по старинке» вручную и заносить в бумажный журнал, можно сойти с ума.
При этом информацию мало просто собрать: было бы неплохо сопоставить ее с предыдущими показателями, посмотреть, не простаивает ли какой-нибудь станок, выяснить, почему объект номер 5 постоянно ломается, а с объекта 125 за последний год выходит меньше всего продукции, хотя работает он по общему графику.
Можно, конечно, нанять целый штат таких «бумажных» сотрудников, которые будут вечерами составлять отчеты и прогнозы, а можно автоматизировать весь процесс: от начала – то есть от сбора информации о режиме работы каждого станка – до выведения точных результатов по любому интересному параметру (простои, часы работы, поломки). И такие данные можно запрашивать щелчком мышки хоть каждые 15 секунд.

Кстати, это решение используется на блоках 1 и 2 Смоленской АЭС — там внедрили систему eSOMS. Сотрудникам станции приходится совершать ежедневные обходы для проверки оборудования – на это уходит большая часть рабочего дня. Чтобы сократить процедуру, каждому специалисту выдали специальное устройство, которое просчитывает оптимальный маршрут для обхода.
Так, время полной проверки сократилось в 20 раз, а качество наблюдения, напротив, увеличилось. При этом полученные во время обхода данные мгновенно передавались в центральную информационную систему, которая их самостоятельно анализировала. Готовый отчет вместе с рекомендациями отправлялся операторам для принятия дальнейших решений. Экономический эффект от сокращения трудозатрат составил 45 млн рублей в год.
Американская компания General Electric производит и обслуживает газовые турбины. Чтобы не отправлять каждый раз своих специалистов на проверку оборудования к заказчику, они внедрили удаленное наблюдение. Для этого они разработали систему, которая собирает данные с датчиков и самостоятельно анализирует работу всех турбин. Так компания точно знает, когда оборудованию потребуется ремонт.
Совокупная выгода для предприятий, которые купили турбины General Electric, оценивается в 100 млрд долларов в год – и все благодаря отсутствию внеплановых восстановительных работ.

Часто заводы живут по принципу: сломалось – починили, работаем дальше. IIoT-технологии позволят уйти от ремонта по факту поломки к системе прогнозов неисправности (например, программа предупредит о том, что надо заменить определенные детали). И если станок номер 5 почему-то выходит из строя с завидной регулярностью, система учтет этот показатель и оповестит операторов. Останется только посмотреть, в чем проблема: может, оборудование неправильно эксплуатируют или завезли некачественное сырье.
Датчики точно определяют, во сколько началась работа на каждом станке и сколько деталей было произведено к концу смены — поэтому сотрудники не смогут использовать заводское оборудование в личных целях, это сразу будет видно в итоговой статистике по работе станка.
Эти же датчики помогут решить проблему брака. Они определят, какой сбой в настройках оборудования или неправильно подобранный материал стал причиной появления кривых деталей.
Российская компания ОДК-Сатурн с 2001 года поставляет газотурбинные двигатели для военных нужд и энергетики. В 2018 году они начали работать над цифровым двойником производственного цеха — виртуальной моделью, которая имитирует реальный производственный цикл. При его разработке учитывали параметры расположения всего оборудования, соотношение ручных и автоматизированных процессов, особенности цеха.
Таким сложным предприятиям, как ОДК-Сатурн, с экспериментами над улучшением производства особо не поиграться — слишком опасно и непредсказуемо. Но цифровой двойник позволяет протестировать любое нововведение, смоделировать сценарии и определить максимально точный эффект от внедрения. Решение позволяет контролировать и реальное производство: технология рассчитывает рабочий цикл, затраты и сопоставляет их с реальными данными.
Двойник должен постоянно подстраиваться под режим работы завода, только так можно создать точную копию реального производства. Для этого разработчики подключили все аппаратуру к сети: датчики и сенсоры обеспечивают связь между станками и цифровым двойником цеха.
Директор по экономике и финансам ПАО «ОДК-Сатурн» Павел Бехер отметил, что работа с цифровым двойником позволила ощутимо снизить себестоимость продукции завода.
На фабрике по изготовлению мороженного Langnese в Германии работают больше тысячи человек в одну смену. На производстве используют жидкий аммиак. Чтобы обезопасить сотрудников, на заводе установили датчики, реагирующие на уровень аммиака. Когда концентрация вещества в воздухе повышается, срабатывают аварийные сигналы, а все работники получают уведомления.

Микроклимат, уровень освещения и шума, концентрация вредных веществ – все эти показатели могут регулироваться с помощью системы датчиков на заводе любого типа.
Кстати, система безопасности помогает экономить. Например, на заводе в цехе А надо поддерживать низкую температуру, чтобы продлить срок работы оборудования. В цехе Б, напротив, температура должна быть выше нормы. А на этаже с рабочими кабинетами инженеров нужно обеспечить комфортные для сотрудников климатические условия.
С такой задачей столкнулся петербургский завод радиоэлектронной продукции «Технинжиниринг». Чтобы создать тепловое зонирование объекта, там установили 550 датчиков и устройств для удаленного контроля всех показателей. За четыре месяца работы IIoT-система позволила сэкономить на отоплении 48% средств, которые тратились на эксплуатацию здания.
Контроллер должен поддерживать определённый тип связи, которая будет удобна для завода. Например, если это небольшое производство, и там достаточно отслеживать передвижение сотрудников, подойдет RFID. Без RFID-технологии в принципе сложно обойтись, так как она обеспечивает умную систему доступа и контроля. RFID-метки прикрепляют, например, на производимые детали, чтобы проконтролировать все перемещения по цеху в нужной последовательности.
Для большого завода может пригодиться модуль LoRa для сбора и передачи телеметрии со всей территории. Чтобы следить за движущимися объектами (например, за рабочей техникой), потребуется GPS/ГЛОНАСС модуль.
Отдельная тема — характеристики условий эксплуатации контроллера. Отталкиваемся от особенностей завода. Если мы будет устанавливать контроллер во влажную или пыльную среду, нужен IP66. Если контроллер будет работать под водой — IP68. В некоторых случаях может потребоваться дополнительная обработка платы контроллера, обеспечивающей высокую степень защиты от вибрации или механической ударной нагрузки.
Кстати, мы позаботились и о безопасной работе контроллера. Если по какой-то причине контроллер на АЭС выйдет из строя или начнет работать с ошибками, будет невесело. Поэтому мы предусмотрели возможность аппаратного дублирования контроллера — резервный контроллер, который в случае неисправностей возьмет на себя все задачи основного.
Как это произойдет? Основной контроллер «общается» с резервным с помощью двоичного кода. Например, раз в 20 мс отправляет определенную команду (условные 55 в двоичном коде). Если вдруг пришла измененная команда или не пришла вовсе, включится резервный контроллер.
Мы сделали контроллер класса надежности 99.99. Последняя девятка добавилась за счет аппаратного Watchdog timer — WDT (внешнее устройство с таймером). Контроллер должен обращаться к устройству, например, раз в секунду (подтверждение того, что процессор исправно работает). Если в следующую секунду контроллер завис и не обратился, WDT выполняет рестарт системы.
Ну и про удаленное обновление ПО мы тоже не забыли.
Эффекты от внедрения IIoT-решений очень даже ощутимы. Исследование Tadviser за 2018 год показало, что промышленный интернет вещей поможет увеличить объем производства на 70%, уровень безопасность — на 60%. При этом аналитика и прогнозы, составленные с помощью умных устройств, точнее обычных, собранных «вручную», практически в два раза.
Портал Tadviser в 2018 году оценивал уровень готовности заводов к использованию IIoT-технологий как начальный. На большинстве российских предприятий даже треть оборудования не охвачена датчиками промышленного интернета вещей. В рамках исследования портал также предложил владельцам российских заводов указать причину, по которым они не готовы внедрять комплексные IoT-решения. Основные аргументы «против» сводились к нежеланию тратить деньги на проект, неготовности персонала к новой технологии и непониманию денежной выгоды.
Еще поговорим о том, какими характеристиками должен обладать идеальный контроллер для завода, и как можно обеспечить его надежность, если речь идет об опасном производстве.

Кейс 1 — как за пару секунд собрать информацию о работе всего завода?
Представим, что на заводе работают 150 станков с ЧПУ. С каждого устройства придется собирать данные: сколько часов оно было в работе, какой объем продукта получили на выходе, что с процентом брака. Если обрабатывать всю информацию «по старинке» вручную и заносить в бумажный журнал, можно сойти с ума.
При этом информацию мало просто собрать: было бы неплохо сопоставить ее с предыдущими показателями, посмотреть, не простаивает ли какой-нибудь станок, выяснить, почему объект номер 5 постоянно ломается, а с объекта 125 за последний год выходит меньше всего продукции, хотя работает он по общему графику.
Можно, конечно, нанять целый штат таких «бумажных» сотрудников, которые будут вечерами составлять отчеты и прогнозы, а можно автоматизировать весь процесс: от начала – то есть от сбора информации о режиме работы каждого станка – до выведения точных результатов по любому интересному параметру (простои, часы работы, поломки). И такие данные можно запрашивать щелчком мышки хоть каждые 15 секунд.

Кстати, это решение используется на блоках 1 и 2 Смоленской АЭС — там внедрили систему eSOMS. Сотрудникам станции приходится совершать ежедневные обходы для проверки оборудования – на это уходит большая часть рабочего дня. Чтобы сократить процедуру, каждому специалисту выдали специальное устройство, которое просчитывает оптимальный маршрут для обхода.
Так, время полной проверки сократилось в 20 раз, а качество наблюдения, напротив, увеличилось. При этом полученные во время обхода данные мгновенно передавались в центральную информационную систему, которая их самостоятельно анализировала. Готовый отчет вместе с рекомендациями отправлялся операторам для принятия дальнейших решений. Экономический эффект от сокращения трудозатрат составил 45 млн рублей в год.
Кейс 2 — работа с неисправностями, воровством и браком
Американская компания General Electric производит и обслуживает газовые турбины. Чтобы не отправлять каждый раз своих специалистов на проверку оборудования к заказчику, они внедрили удаленное наблюдение. Для этого они разработали систему, которая собирает данные с датчиков и самостоятельно анализирует работу всех турбин. Так компания точно знает, когда оборудованию потребуется ремонт.
Совокупная выгода для предприятий, которые купили турбины General Electric, оценивается в 100 млрд долларов в год – и все благодаря отсутствию внеплановых восстановительных работ.

Часто заводы живут по принципу: сломалось – починили, работаем дальше. IIoT-технологии позволят уйти от ремонта по факту поломки к системе прогнозов неисправности (например, программа предупредит о том, что надо заменить определенные детали). И если станок номер 5 почему-то выходит из строя с завидной регулярностью, система учтет этот показатель и оповестит операторов. Останется только посмотреть, в чем проблема: может, оборудование неправильно эксплуатируют или завезли некачественное сырье.
Датчики точно определяют, во сколько началась работа на каждом станке и сколько деталей было произведено к концу смены — поэтому сотрудники не смогут использовать заводское оборудование в личных целях, это сразу будет видно в итоговой статистике по работе станка.
Эти же датчики помогут решить проблему брака. Они определят, какой сбой в настройках оборудования или неправильно подобранный материал стал причиной появления кривых деталей.
Российская компания ОДК-Сатурн с 2001 года поставляет газотурбинные двигатели для военных нужд и энергетики. В 2018 году они начали работать над цифровым двойником производственного цеха — виртуальной моделью, которая имитирует реальный производственный цикл. При его разработке учитывали параметры расположения всего оборудования, соотношение ручных и автоматизированных процессов, особенности цеха.

Таким сложным предприятиям, как ОДК-Сатурн, с экспериментами над улучшением производства особо не поиграться — слишком опасно и непредсказуемо. Но цифровой двойник позволяет протестировать любое нововведение, смоделировать сценарии и определить максимально точный эффект от внедрения. Решение позволяет контролировать и реальное производство: технология рассчитывает рабочий цикл, затраты и сопоставляет их с реальными данными.
Двойник должен постоянно подстраиваться под режим работы завода, только так можно создать точную копию реального производства. Для этого разработчики подключили все аппаратуру к сети: датчики и сенсоры обеспечивают связь между станками и цифровым двойником цеха.
Директор по экономике и финансам ПАО «ОДК-Сатурн» Павел Бехер отметил, что работа с цифровым двойником позволила ощутимо снизить себестоимость продукции завода.
Кейс 3 – вот бы завод еще был безопасным
На фабрике по изготовлению мороженного Langnese в Германии работают больше тысячи человек в одну смену. На производстве используют жидкий аммиак. Чтобы обезопасить сотрудников, на заводе установили датчики, реагирующие на уровень аммиака. Когда концентрация вещества в воздухе повышается, срабатывают аварийные сигналы, а все работники получают уведомления.

Микроклимат, уровень освещения и шума, концентрация вредных веществ – все эти показатели могут регулироваться с помощью системы датчиков на заводе любого типа.
Кстати, система безопасности помогает экономить. Например, на заводе в цехе А надо поддерживать низкую температуру, чтобы продлить срок работы оборудования. В цехе Б, напротив, температура должна быть выше нормы. А на этаже с рабочими кабинетами инженеров нужно обеспечить комфортные для сотрудников климатические условия.
С такой задачей столкнулся петербургский завод радиоэлектронной продукции «Технинжиниринг». Чтобы создать тепловое зонирование объекта, там установили 550 датчиков и устройств для удаленного контроля всех показателей. За четыре месяца работы IIoT-система позволила сэкономить на отоплении 48% средств, которые тратились на эксплуатацию здания.
О контроллере
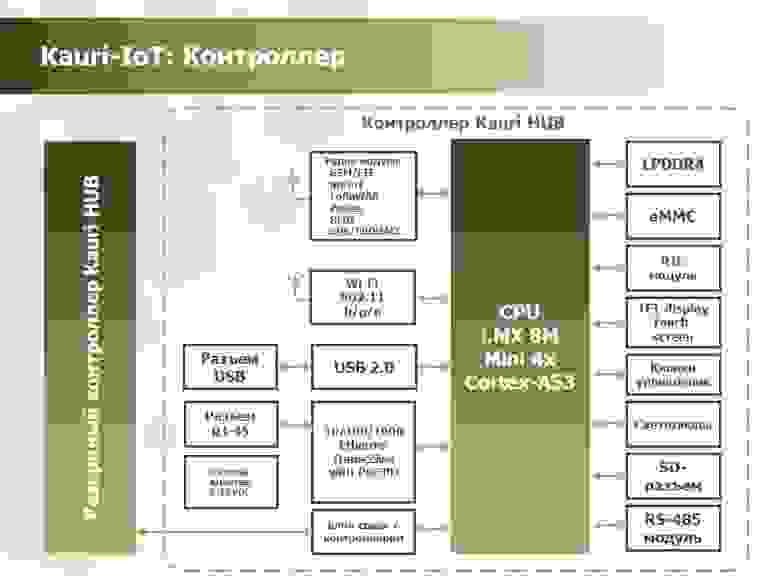
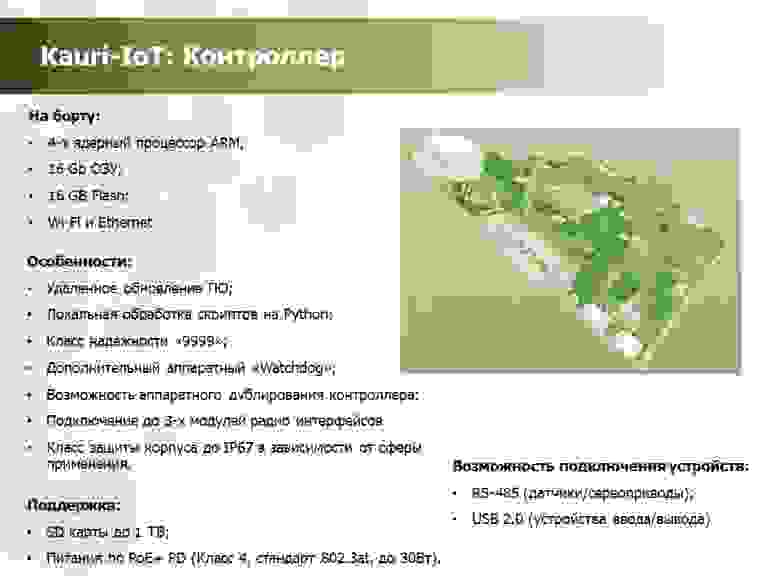
Развернуть IIoT-решение на заводе без контроллера не получится, он ядро любой системы — центр первичной обработки информации. На него поступают данные с датчиков и дальше отправляются либо в «облако», либо на исполнительные устройства.Так как Kauri занимается в том числе и разработкой IIoT-решений для заводов, мы сделали свой контроллер, который идеально подойдет для любого производства. Насколько нам известно, большинство контроллеров заточены под одну задачу (или под несколько задач, но в одной отрасли: контроллеры для топливных колонок, для домашней автоматизации в целом, для управления светом в частности, для учета электроэнергии в садоводства и так далее). Мы поставили перед собой задачу создать универсальный контроллер, который мог бы поддерживать все существующие модули связи. При этом иметь возможность не устанавливать те, которые не пригодятся заказчику, чтобы не переплачивать за ненужные функции. Мы создавали контроллер на базе процессора i.MX 8M Mini.
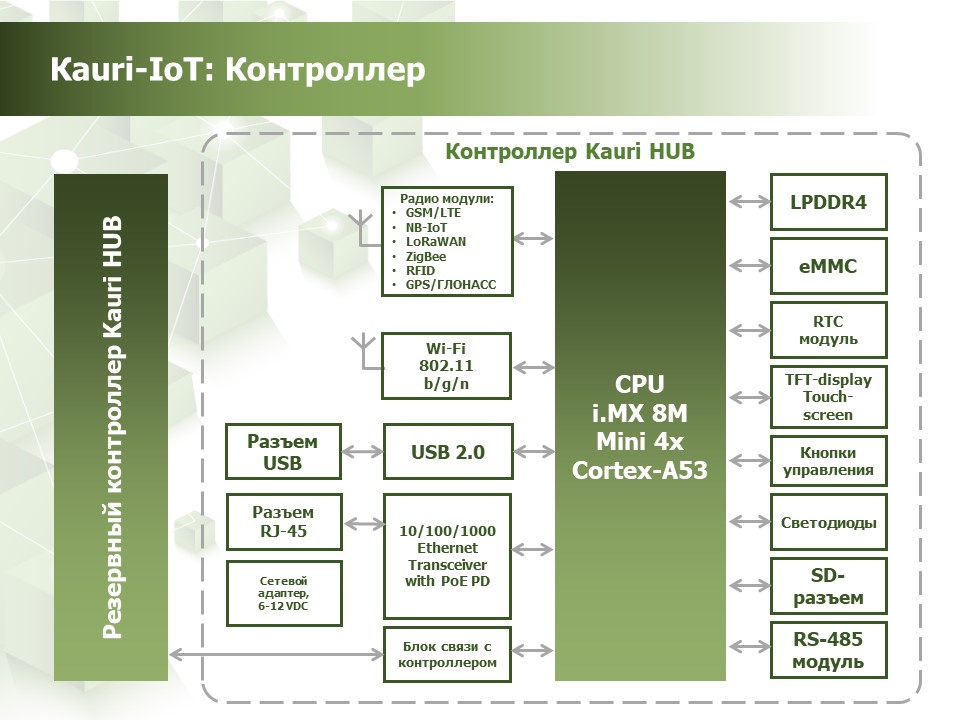
Контроллер должен поддерживать определённый тип связи, которая будет удобна для завода. Например, если это небольшое производство, и там достаточно отслеживать передвижение сотрудников, подойдет RFID. Без RFID-технологии в принципе сложно обойтись, так как она обеспечивает умную систему доступа и контроля. RFID-метки прикрепляют, например, на производимые детали, чтобы проконтролировать все перемещения по цеху в нужной последовательности.
Для большого завода может пригодиться модуль LoRa для сбора и передачи телеметрии со всей территории. Чтобы следить за движущимися объектами (например, за рабочей техникой), потребуется GPS/ГЛОНАСС модуль.
Отдельная тема — характеристики условий эксплуатации контроллера. Отталкиваемся от особенностей завода. Если мы будет устанавливать контроллер во влажную или пыльную среду, нужен IP66. Если контроллер будет работать под водой — IP68. В некоторых случаях может потребоваться дополнительная обработка платы контроллера, обеспечивающей высокую степень защиты от вибрации или механической ударной нагрузки.

Кстати, мы позаботились и о безопасной работе контроллера. Если по какой-то причине контроллер на АЭС выйдет из строя или начнет работать с ошибками, будет невесело. Поэтому мы предусмотрели возможность аппаратного дублирования контроллера — резервный контроллер, который в случае неисправностей возьмет на себя все задачи основного.
Как это произойдет? Основной контроллер «общается» с резервным с помощью двоичного кода. Например, раз в 20 мс отправляет определенную команду (условные 55 в двоичном коде). Если вдруг пришла измененная команда или не пришла вовсе, включится резервный контроллер.
Мы сделали контроллер класса надежности 99.99. Последняя девятка добавилась за счет аппаратного Watchdog timer — WDT (внешнее устройство с таймером). Контроллер должен обращаться к устройству, например, раз в секунду (подтверждение того, что процессор исправно работает). Если в следующую секунду контроллер завис и не обратился, WDT выполняет рестарт системы.
Ну и про удаленное обновление ПО мы тоже не забыли.
Что тормозит модернизацию заводов?

Эффекты от внедрения IIoT-решений очень даже ощутимы. Исследование Tadviser за 2018 год показало, что промышленный интернет вещей поможет увеличить объем производства на 70%, уровень безопасность — на 60%. При этом аналитика и прогнозы, составленные с помощью умных устройств, точнее обычных, собранных «вручную», практически в два раза.
Портал Tadviser в 2018 году оценивал уровень готовности заводов к использованию IIoT-технологий как начальный. На большинстве российских предприятий даже треть оборудования не охвачена датчиками промышленного интернета вещей. В рамках исследования портал также предложил владельцам российских заводов указать причину, по которым они не готовы внедрять комплексные IoT-решения. Основные аргументы «против» сводились к нежеланию тратить деньги на проект, неготовности персонала к новой технологии и непониманию денежной выгоды.
