
Есть такой Тверской вагоностроительный завод. Завтра у него день рождения. Поэтому тут я расскажу кое-что интересное про сам завод.
Это тот самый завод, чьи вагоны пассажиры принимают за немецкие. Это тот самый завод, куда на входе поступает листовой прокат, а на выходе получается вагон со всеми подсистемами, включая пульт управления с прошивкой. Здесь работает около 8 тысяч человек, это крупнейшее предприятие Тверской области, и тут живут чайки, потому что им тепло на некоторых корпусах.
Если вы думаете, что вагон — это очень простая вещь, то рекомендую вернуться к посту про подсистемы пассажирских вагонов. Там есть всё — от локальной сети до электрических дверей. И всё это надо собрать.
Давайте начнём экскурсию.
Завод занимает 93 Га. Это два Ватикана.

Первое, что можно увидеть, — это как вагоны из одного цеха по рельсам отправляют в другой:

Или нет. Первое — это то, что на территорию завода заходит железная дорога. В производственных цехах с грузовых платформ разгружается металл и направляется на дальнейшую обработку:

Вот как это выглядит (это фото и выше с панорамой завода С. Богданова, сотрудника ТВЗ):

Полный цикл — заходят листы стали, выходят вагоны:


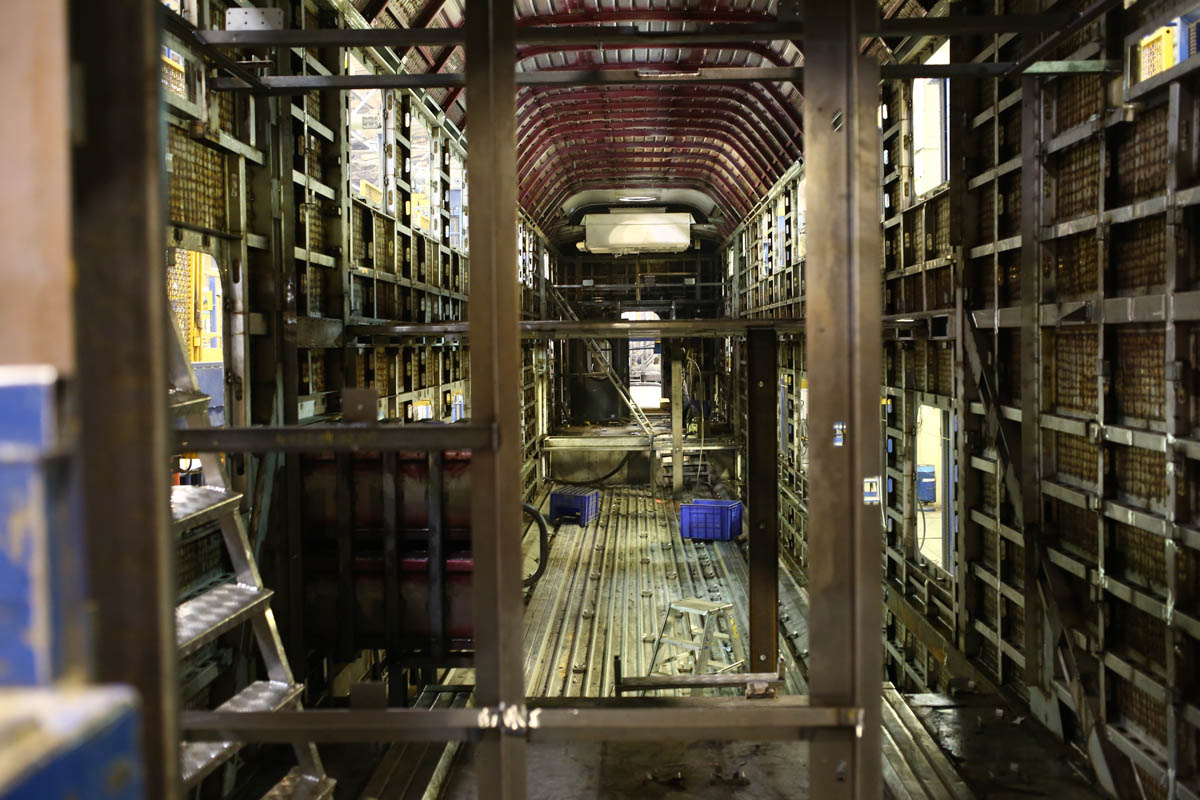
Завод использует систему бережливого производства, поэтому всё организовано так, что нужные детали всегда под рукой. В производственных цехах на полу выполнена специальная разметка: обозначены разрешённые пешеходные зоны, места хранения готовых деталей, места расположения оборудования и т. д

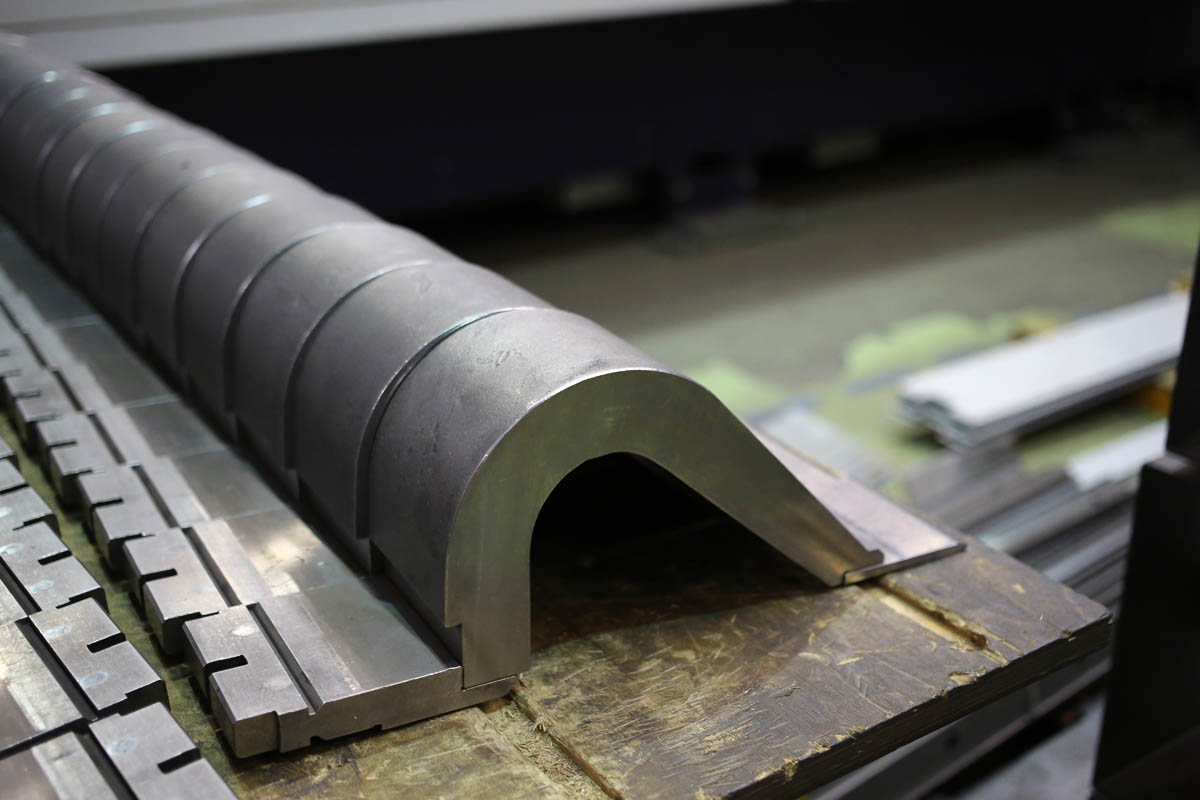
Вот горизонтально-растяжная машина, где делается каркас для крыши вагона:

И торцевание дуг крыши вагона:

Получится вот такая вещь:

Чтобы сделать из металла что-то более сложное, на начальном этапе заготовительного производства сначала нужно этот самый металл нарезать и хорошенько согнуть:

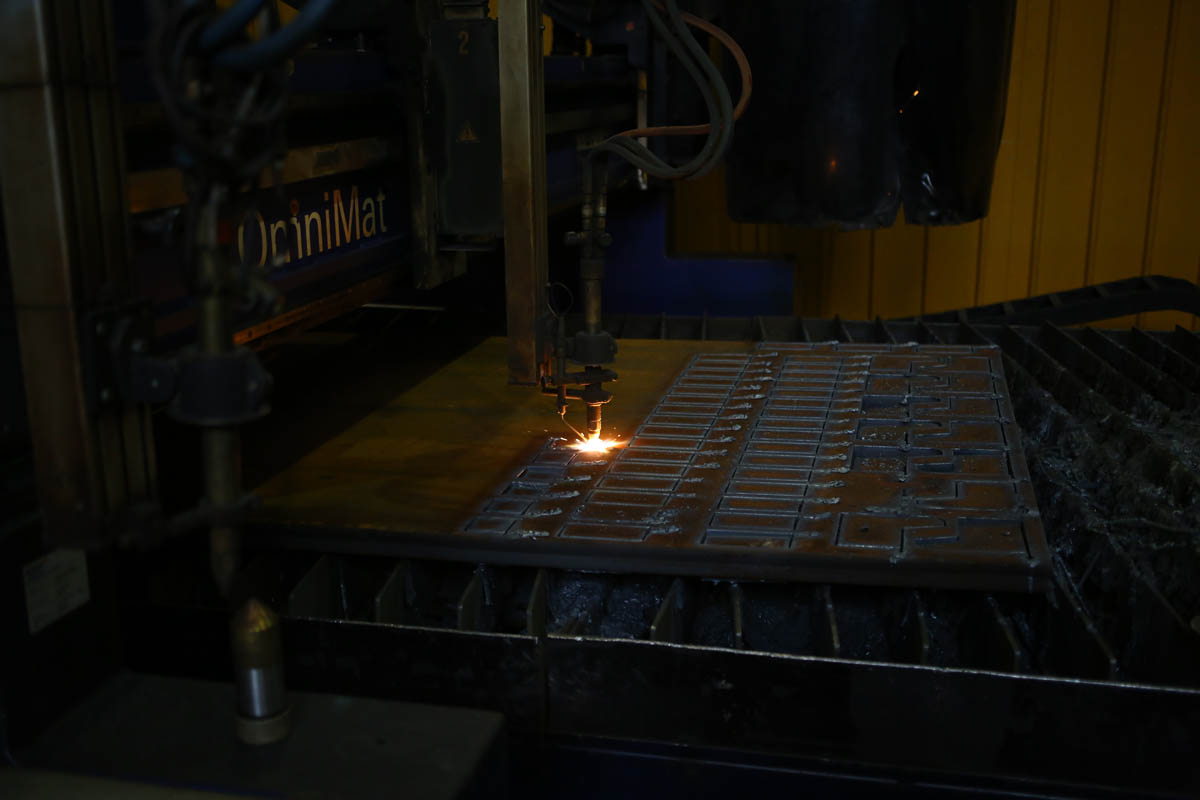
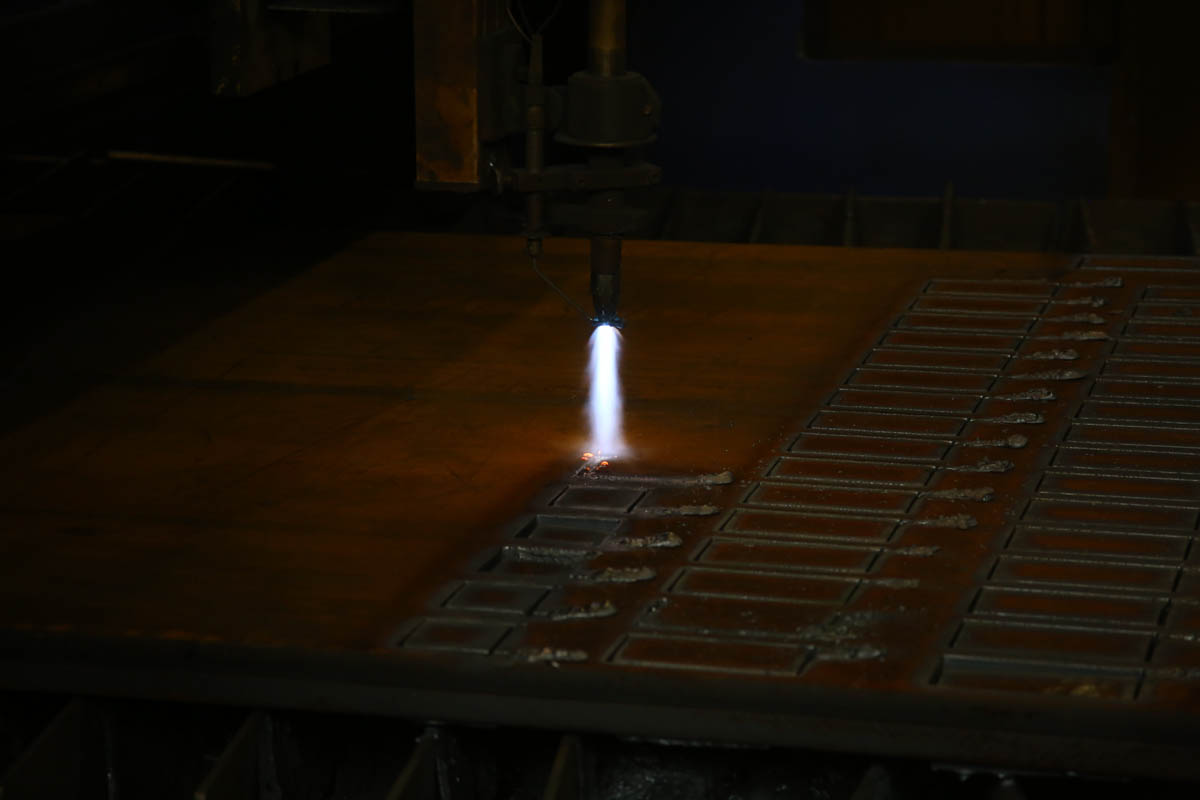
Толстая заготовка режется на установке плазменной резки:
Более тонкие заготовки режутся на лазере:


Некоторые надо ставить в пресс. Вот чинят его оснастку:

Тут можно снимать фильм про Fallout:


Вот элементы будущего вагона:
Рабочие получают вознаграждения за улучшения. Везде стоят стенды с информацией и примерами:

Цитата из пресс-релиза:
«В первом квартале 2018 года изобретатели и рационализаторы Тверского вагоностроительного завода сэкономили предприятию почти 1,5 миллиона рублей. С января по март на конкурс поступило 105 предложений, из них уже внедрено в производство 43. Большинство рационализаторских идей направлено на экономию материальных и трудовых ресурсов, на улучшение условий труда, качества продукции и выполненных работ».
Есть чат между сменами:
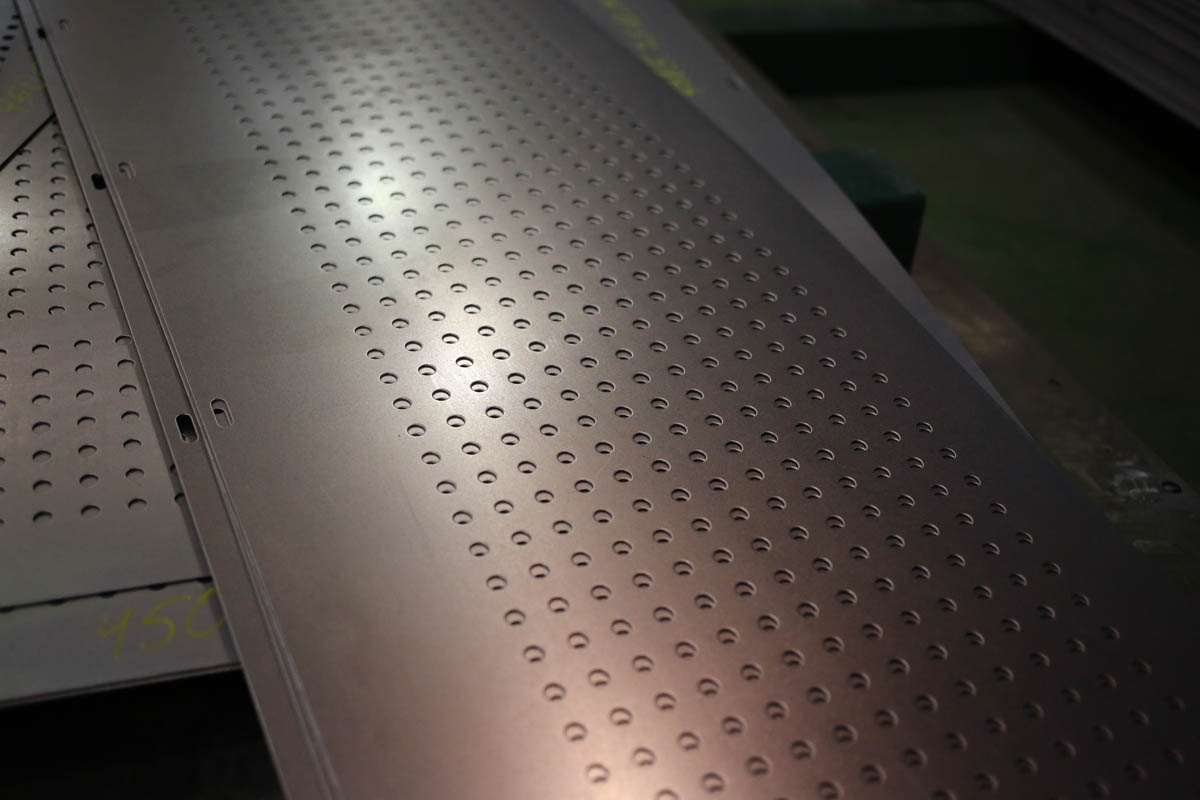
Дальше по цеху есть место, где специальное оборудование (координатно-дыропробивной пресс) делает перфорированные листы (это будет вентиляция вагона):
И прямо рядом с установкой, которая за минуту способна сделать все эти отверстия в одной детали с безумной скоростью, одни из самых старых станков завода:

Тяжести тут двигают кранами на потолочной системе:

В этом цехе краны управляются с пола вот с таких пультов:


Рядом ухает пресс и получаются новые детали для будущего вагона:

Ещё часть вещей отливается — есть собственное литейное производство, куда поступает чугун, а затем из него формируются нужные детали. Но на самом деле литых частей в вагоне всё-таки не очень много (фото С. Богданова):

Идём дальше. Теперь — сборка этого конструктора и сварка!

Берём гофролист из первого цеха, присоединяем к нему крупные детали, и начинает вырисовываться каркас:

Что-то приваривается вручную:


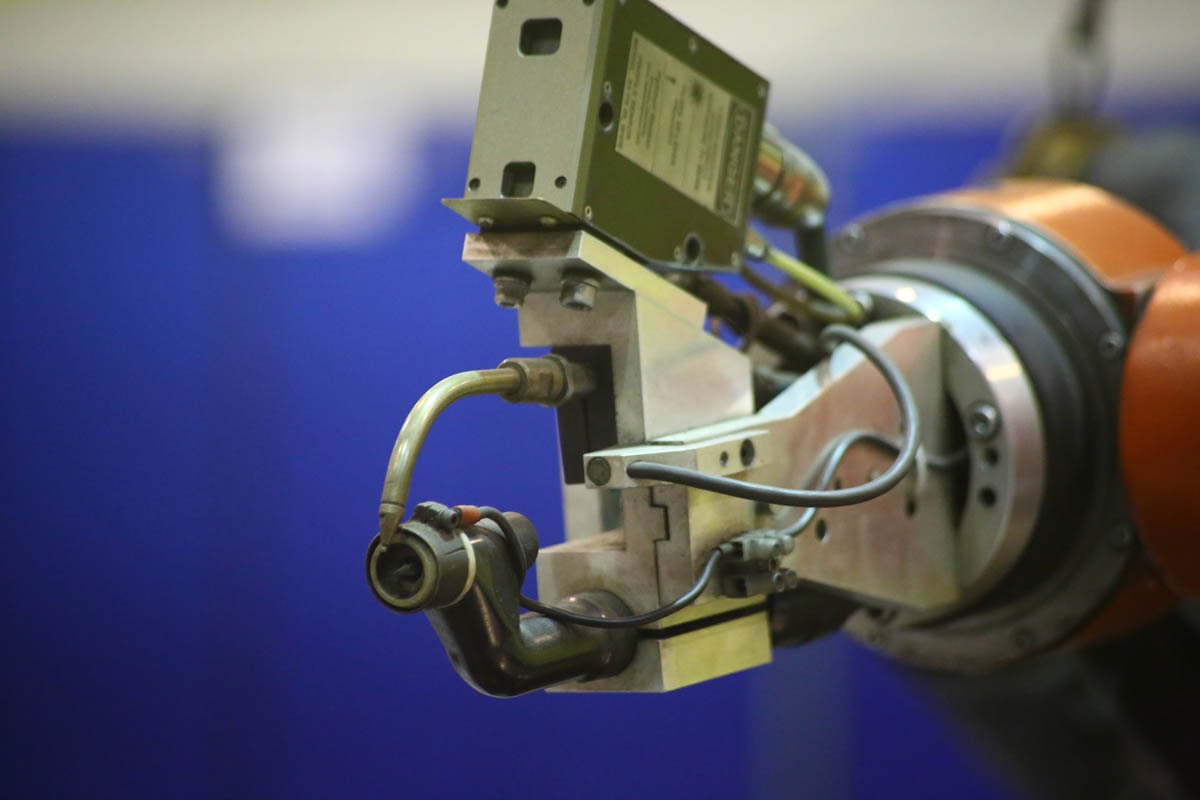
Что-то — роботом:

Вот такой рукой:

И вот уже видно, как начинает получаться кузов вагона:


Всё больше и больше:


Кстати, первая серия машин типа Портал родилась здесь. Сейчас они применяются по всему миру.

К нему снова и снова присоединяются детали на разных участках производства. Приезжают они сразу комплектами на вагон:


У разных вагонов разные крыши. Но по возможности конструкторы стараются использовать элементы из других вагонов в новых: это удобно для унификации производства.

Вот большая деталь — котёл отопления:

Её, конечно, стоит двигать краном:

Теперь нужно выровнять плоскость:

Вот следы, где надо пройтись ещё раз, метки наносятся маркером прямо на вагон:

Вагон ставят на временные — технологические — тележки:

Потом окрашивают в камере порошкового напыления. Он становится вот такой:

Обшивают изоляцией:


Добавляют обрешётку кузова:

Кстати, и изоляция, и дерево отвратительно горят. Материал изоляции минеральный, дерево обработано пропиткой. Современные вагоны горят плохо, но до пожарных испытаний мы ещё дойдём.
С головными вагонами электропоездов процесс сборки усложняется:


Потом надо постелить покрытие пола:

Смонтировать перегородки (это мы сейчас идём большими скачками, мелких операций очень много):

Добавить инженерные подсистемы:


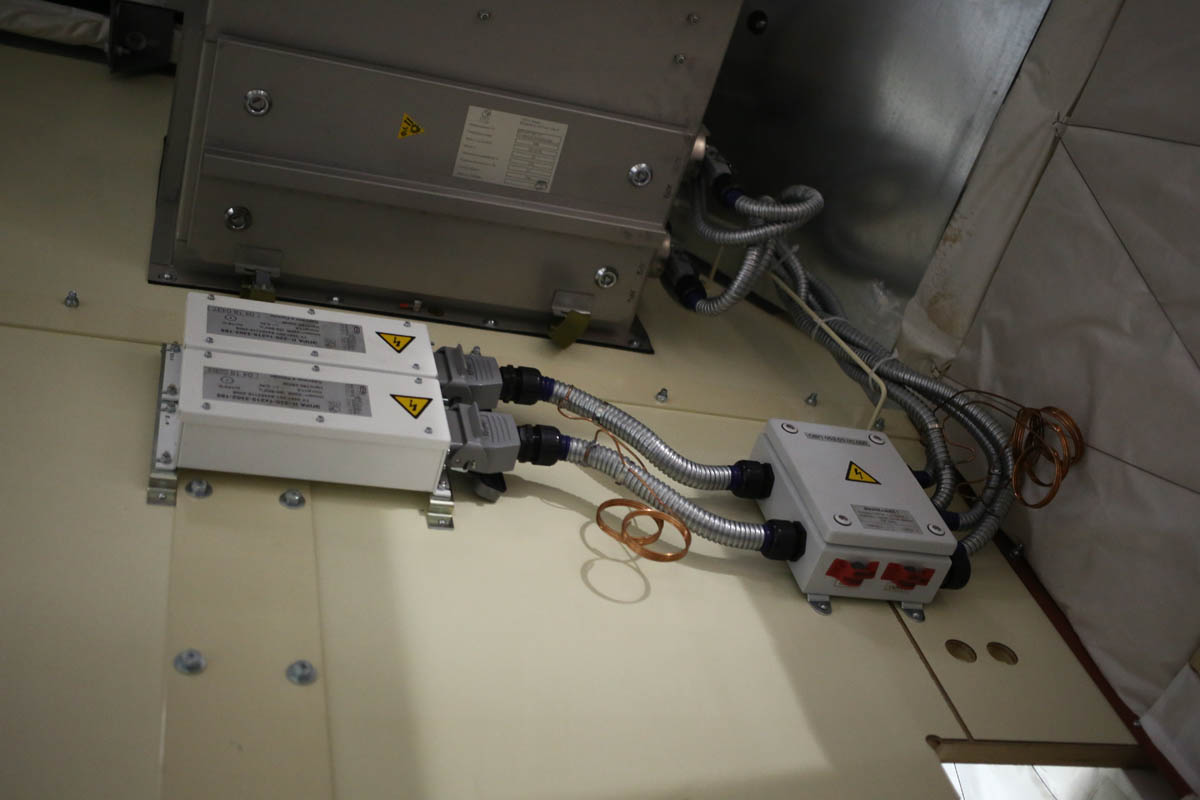
Занести мебель:



И в конце поставить оборудование:



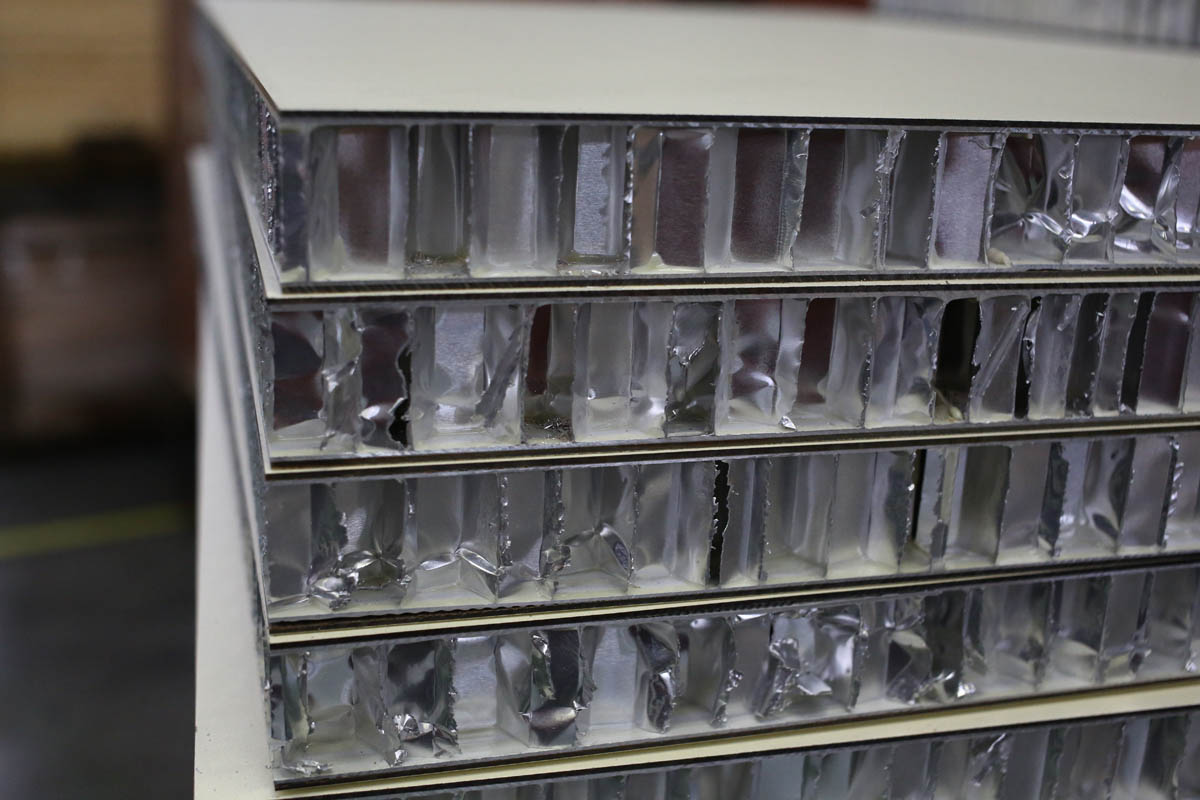
Откуда это всё взялось? Чаще всего — произвели в другом месте завода. Вот тут, например, работают с пластиком:


Современный конструкционный материал ячеистой структуры, лёгкий и прочный. Но всё равно дерево много где всё ещё незаменимо по сочетанию «цена — эффект»:
Рядом делают мебель для купе:



Колёсные пары? Вот они выкатываются ещё из одного цеха:

Про всё-всё-всё можно прочитать документацию:
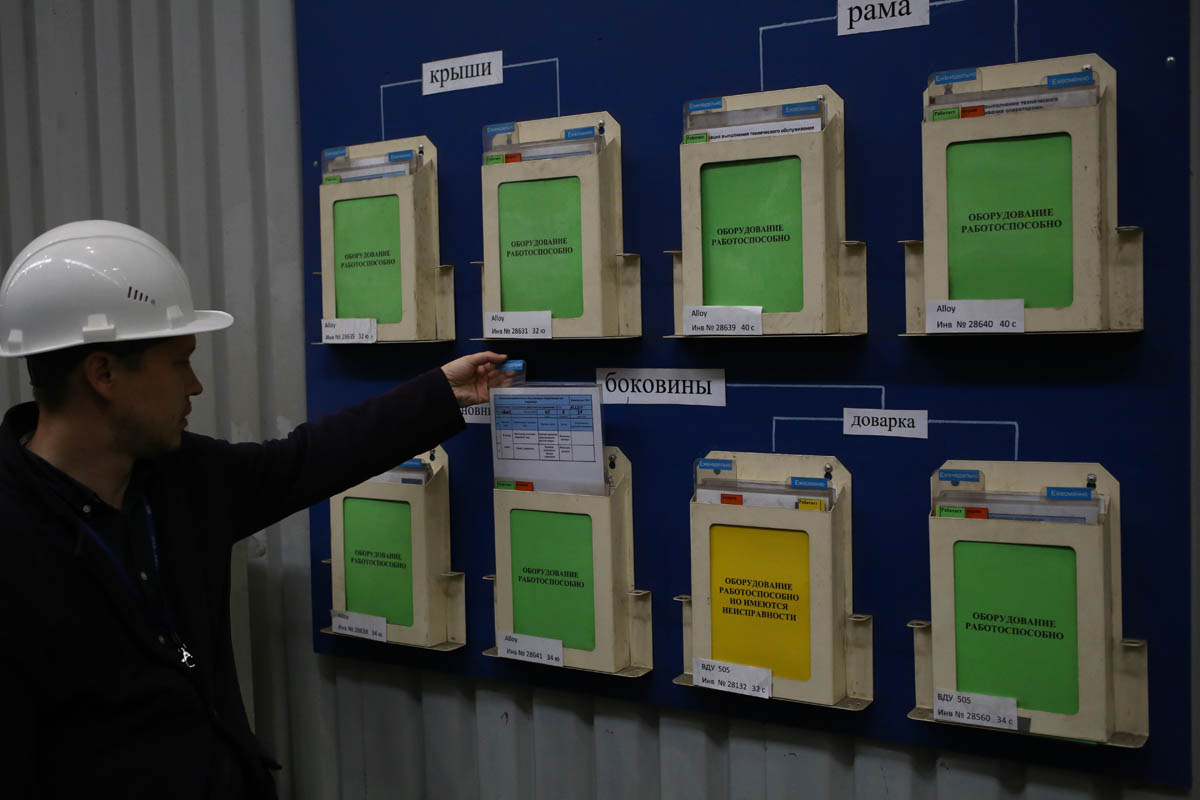
Можно посмотреть, где, с каким вагоном и что делают:

В конце сборки вагон ждут приёмо-сдаточные испытания, поскольку для вагонов есть ГОСТ и ещё множество нормативов. Что делают:
- Электрические испытания. Это диэлектрическая прочность изоляции и проверка работоспособности приборов. Сопротивление изоляции — проверяется пробойная установка. Ещё подсистемы запитываются от всех источников тока — генератора, преобразователя и магистрали.
- Климатика. Сначала измеряется вентиляция на соответствие режимам, потом отопление и охлаждение. Далее устанавливается режим кондиционирования и вагон загоняется в тепловую камеру. Это герметичное место, где удерживается верхний предел температуры эксплуатации +50 градусов. Задача вагона — справиться и удерживать уставку (22 или 24 градуса) внутри.
- Тормозные испытания делаются на стенде стационарно и в процессе обкатки. Стационарно проверяется герметичность и срабатывание электропневматики.
- Обкаточные испытания — полный комплекс. Едет состав не менее 6 вагонов, проверяются ходовые качества по притиранию телеги с кузовом, сцепные устройства, электрооборудование. Подтверждается экономичность.
- Пожарные испытания проводятся не с каждым вагоном (было бы дорого их сжигать при приёмке). Делается макет, который пытаются сжечь. Торцевые стены по ГОСТу должны выдерживать, перегородки. Кресла и полки не должны выделять ядовитые продукты горения и так далее. Среди всего прочего аккредитованный центр испытаний обязательно сжигает каждое новое кресло в камере с мышами. Задача мышей — выжить. Задача кресла — сгореть так, чтобы они выжили.
Вообще, это часть сертификационных испытаний на подтверждение требований безопасности по 184-ФЗ. Каждый техпроцесс подтверждается сертификатом, а дальше вагоны идут в серию по этим согласованным процессам.
Есть испытания по эвакуации: за определённое время надо эвакуироваться — разбить стекло, очистить проём, накинуть одеяло, выбраться из вагона. Определяют время эвакуации. Есть испытания взрывные: аккумуляторный бокс должен быть взрывозащищённым. Вызываются взрывотехники, они устанавливают заряд, аналогичный максимальной разрушительной силе от взрыва аккумулятора. Бокс деформируется, но остаётся целым, выщёлкивается передняя панель, взрывная волна выходит вбок от вагона, туда же летят осколки аккумулятора. Вагон проходит много испытаний — например, ещё на соударение.
Иногда во время тестирования с вагонами что-то случается. Если что-то не так, возвращают на доработку. Но на самих испытаниях это случается крайне редко, поскольку чаще вагон возвращают из пусконаладки (это что-то вроде альфа-тестирования).

После испытаний вагон попадает на пути около завода и остаётся ждать проводника. Приезжает его будущий хозяин, поселяется внутри вагона и старается всё проверить максимально аккуратно. Потом уезжает прямо на этом вагоне в большую жизнь. Вагон сдаётся максимально готовый — с витриной для печенек, микроволновкой и всем-всем-всем.
Точно так же можно сделать трамвай:

Только у трамвая проводника не будет.

Про завод
25 августа предприятию исполняется 120 лет. Давным-давно это было частное предприятие французов, которые делали для царя вагоны. Потом они продали его парням, переносившим бизнес из Риги, потом завод был национализирован и начал производить что получалось. В военное время получалось в основном вот это:

В начале войны он был до основания разрушен (территория была захвачена немцами, за несколько часов до их наступления всё то, что нельзя было эвакуировать, разрушали). Потом, после освобождения города, завод восстановили, а в 90-е он чуть не разорился снова — заказов не было. Сейчас ТВЗ — машиностроительное предприятие мирового уровня и делает пассажирские вагоны для заказчиков со всего СНГ.
Заказчики есть. Сейчас, в 2018 году, завод снова чувствует себя стабильно. Об этом говорит и то, что раньше всему коллективу отпуск давался в августе. Сейчас первый раз за 9 лет, когда нельзя взять и остановить производство. Заказы расписаны уже на следующий год.
Блуждая по заводу, мы не коснулись инженерных историй разработки и проектирования (про них чуть позже), очень мало пробежались по быту рабочих (например, тут 4 столовых).

Не обсудили наследие СССР:


И много чего ещё. Стоит сказать, что в шумных цехах работают инвалиды по слуху (около 40 человек): им там вполне уютно. Есть отдельный детский лагерь для детей сотрудников, есть санаторий, есть спортивные клубы, есть много чего. Есть своё радио внутри завода и газета тиражом 4 тысячи экземпляров (тираж больше, чем у самого крупного областного издания).
Но, думаю, пока удалось показать главное — как из ничего получается вагон.
