
Каждый день я открываю десятки проектов, и первое, на что смотрю это файл сверловки. Можно сразу сказать, где разработчик понимал, что делает, а где просто "нарисовал как в прошлый раз". Самое обидное, когда ошибки в проектировании отверстий всплывают уже на производстве: плату приходится переделывать, сроки горят, бюджет летит в трубу.
Давайте на пальцах разберем, какие ошибки в проектировании отверстий встречаются чаще всего и как их избежать, чтобы не переплачивать и получать надежные платы с первого раза.
Прежде чем начнем: какие вообще бывают отверстия?
Для начала договоримся о терминах. Отверстия в печатных платах бывают:
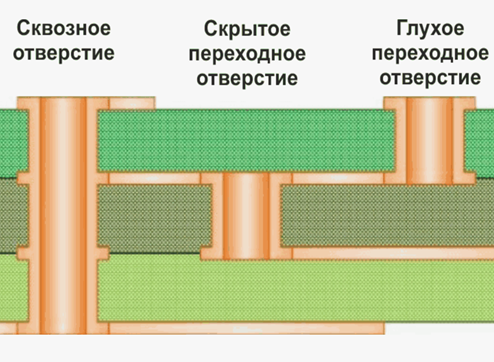
Сквозные металлизированные - соединяют все слои, используются для переходов и монтажа компонентов.
Сквозные неметаллизированные - просто дырки под крепеж или вентиляцию, медь внутри не нужна.
Глухие - идут с поверхности на внутренний слой, но не проходят плату насквозь.
Скрытые - спрятаны внутри платы, соединяют внутренние слои и снаружи не видны.
Пазы (слоты) - овальные или прямоугольные отверстия, тоже бывают металлизированные и нет.
Полуотверстия - вырезы по краю платы для установки модулей-марки.
Каждый тип требует своего подхода, и у каждого есть свои грабли.
Суть проблемы: чем мельче отверстие, тем дороже плата.
Тут всё просто и четко. Сверло 0,6 мм — это рабочий инструмент, станок работает в штатном режиме, процесс идет быстро. Сверло 0,2 мм — это уже ювелирка: дорогой расходник, особые режимы резания, постоянный контроль. Разница в стоимости производства может достигать 30–50% только из-за диаметров.
Поэтому первое правило проектровщика: не ставь мелкие отверстия там, где можно обойтись стандартным диметром от 0,250 мм больше.
Ошибка №1: Гонка за микронами без необходимости.
Ситуация: На плате с кучей свободного места разработчик ставит переходные отверстия 0,15–0,2 мм. Просто потому что «так в учебнике было написано» или «запас карман не тянет».
Почему это плохо?
Производство отверстий менее 0,3 мм требует совершенно другого класса оборудования и оснастки. Сверло 0,2 мм - это тонкая игла, которая стоит дорого, легко ломается и требует ювелирного режима обработки. Такая плата автоматически переходит в категорию повышенной сложности с наценкой 30–40%. При этом, с точки зрения электрики, на частотах до нескольких ГГц, разницы между 0,2 мм и 0,3 мм вы не заметите.
Мой совет: если плотность трассировки позволяет, всегда закладывайте 0,3–0,4 мм. Это золотой стандарт, который обеспечивает надежность, технологичность и адекватную цену.
Ошибка №2: Игнорирование толщины платы
Ситуация: Плата толщиной 2 мм, а переходные отверстия — 0,2 мм. Соотношение толщины к диаметру — 1:10, ровно предельное значение.
Почему это плохо?
Химические растворы при металлизации должны циркулировать внутри отверстия и равномерно осаждать медь на стенки. В узком и глубоком канале (а 2 мм при диаметре 0,2 мм — это именно канал) жидкость затекает плохо. В итоге — пустоты в металлизации, непропай, ненадежный контакт, который может отказать при нагреве или вибрации.
Как надо: всегда проверяйте формулу: толщина платы / диаметр отверстия ≤ 10. А лучше ≤ 8 для надежности. Для платы 1,6 мм минимальный диаметр — 0,2 мм (на пределе), надежнее — 0,25–0,3 мм. Для платы 2 мм — уже 0,25 мм минимум, а лучше 0,3–0,35 мм.
Ошибка №3: Непонятный формат сверловки
Ситуация: разработчик присылает файл сверловки с колонкой цифр, но не уточняет, что это — размер готового отверстия или диаметр сверла.
Почему это плохо?
При металлизации на стенки осаждается слой меди толщиной около 20–25 мкм, что уменьшает диаметр в среднем на 40–50 мкм с каждой стороны, а в сумме — на 80–100 мкм. Если вы указали "диаметр сверла" 0,7 мм, после металлизации получите отверстие 0,6 мм. А если вы ждали готовое отверстие 0,7 мм, то в него может не влезть вывод компонента.
Мой совет: в бланке заказа всегда указывайте: "Файл сверловки содержит диаметр конечного отверстия" или "Файл сверловки содержит диаметр сверла". Это исключает двойное толкование и спасает партию от брака.
Ошибка №4: Экономия на контактной площадке
Ситуация: отверстие маленькое, а площадка вокруг него впритык, едва выступает за край.
Почему это плохо?
Контактная площадка нужна не только для пайки. При сверлении сверло бьет, и если площадка слишком мала, есть риск получить разрыв кольца — разрушение соединения со стенкой отверстия. Особенно критично для паяемых отверстий — вы просто не сможете качественно пропаять такой вывод.
Как надо: закладывайте запас. Для отверстий 0,3 мм и более — минимум 0,15–0,2 мм меди вокруг отверстия после всех допусков. Чем меньше отверстие, тем сложнее потом пропаять — учитывайте это.
Ошибка №5: Топология вплотную к неметаллизированному отверстию
Ситуация: на внешнем или внутреннем слое медный полигон подходит почти вплотную к отверстию под винт.
Почему это плохо?
При металлизации сквозных отверстий электролит (раствор с медью) проникает во все зазоры. Если медь на слоях слишком близко к неметаллизированному отверстию, она может частично затянуться в него, создав паразитную проводимость. Риск короткого замыкания между слоями резко возрастает.
Как надо: делайте отступы: на внешних слоях — не менее 0,2 мм, на внутренних — не менее 0,3 мм от края неметаллизированного отверстия до любой меди.
Ошибка №6: Проектирование пазов без учета инструмента.
Ситуация: разработчик рисует металлизированный паз шириной 0,5 мм и длиной 10 мм.
Почему это плохо?
Металлизированные пазы делаются либо специальными слотовыми сверлами (у них особая заточка для лучшего осаждения меди), либо концевыми фрезами. У инструмента есть стандартный ряд. В нормальном производстве слотовые сверла есть от 0,6 до 2,0 мм. Если паз слишком узкий (<0,6 мм) или слишком короткий (менее 1,5 диаметра фрезы), сделать его технологически сложно или вообще невозможно.
Мой совет: сверяйте геометрию пазов с возможностями конкретного производства. Для коротких пазов часто проще сделать два отверстия и фрезеровать перемычку между ними — это быстрее и дешевле.
Ошибка №7: глухие и слепые отверстия "на глаз"
Ситуация: разработчик закладывает глухие отверстия диаметром 0,2 мм с 1-го на 4-й слой в многослойной плате.
Почему это плохо?
Сверление на глубину довольно сложный процесс, требующий прецизионного контроля. Для глухих отверстий работает жесткое правило: отношение глубины сверления к диаметру не должно превышать 0,75–0,8. Иначе сверло уводит в сторону из-за биения, и попасть точно в контактную площадку на внутреннем слое становится невозможно.
Как надо: всегда рассчитывайте соотношение H/D ≤ 0,75. Если нужно соединить 1-й и 4-й слой толстой платы, возможно, потребуется больший диаметр или каскад глухих отверстий (с 1-го на 2-й, потом со 2-го на 3-й и т.д.). И такие проекты лучше согласовывать с технологами заранее — они требуют индивидуального подхода.
Ошибка №8: Сложная контурная обработка тонким инструментом.
Ситуация: внутри платы проектируется сложный фигурный вырез, который можно сделать только фрезой 0,8 мм.
Почему это плохо?
Фрезы диаметром 0,8–1,0 мм — очень хрупкий инструмент. На длинной траектории или при большом количестве вырезов они часто ломаются. Поломка фрезы в процессе — это риск повреждения платы и потеря времени.
Как надо: основной контур платы всегда режьте фрезой 2,0–2,5 мм — это быстро и надежно. Тонкие фрезы используйте только для коротких точных участков. Если сложных вырезов много — обсудите с производством возможность оптимизации геометрии.
Учитывайте эти простые правила и все получится!
Удачных и осознанных проектов!
Кстати, совсем скоро 14.04 - 16.04 команда «ЭЛЕКТРОконнект» посетит выставку ExpoElectronica 2026. Приглашаем всех на наш стенд №3081 в зале №14, чтобы лично задать все интересующие вопросы нашим специалистам, познакомиться с нашими возможностями и производством. Бесплатный билет здесь: https://expoelectronica.ru/ru/visit/visitor-registration/?utm_source=&utm_medium=&utm_campaign=exhibitors&promo=ELECTROCONNECT
Больше о производстве печатных плат здесь:
