
Хабр Курсы для всех
РЕКЛАМА
Практикум, Хекслет, SkyPro, авторские курсы — собрали всех и попросили скидки. Осталось выбрать!
Спасибо за статью, но это очевидно что Китай будет выигрывать. 500 шт проще и дешевле распечатать на 3d принтере, например фотополимерном, или обычном проф. а потом покрыть эпоксидной краской в покрасочной камере для гладкой поверхности. В РФ можно делать только плоские гнутые корпуса, как в СССР)
Китайцы не сказать что бы соблюдают сроки
Так что на партии, скажем 5000+ штук будет вполне себе конкурентная цена.
500 шт проще и дешевле распечатать на 3d принтере, например фотополимерном
500 шт проще и дешевле распечатать на 3d принтере, например фотополимерном, или обычном проф.
Когда это поменяется?

Сравнение хромает. Начиная с того, что изготовление п/п в разы проще и дешевле изготовления корпусов.
Резюмируя предыдущих ораторов — 85..95 % времени занимает правильная постановка задачи ЧПУ фрезеру.
Потому-что модель корпуса и моделИ деиталЕЙ оснастки для литья — это очень сильно разные вещи. Оснастку именно что проектируют.
сделать задачу для ЧПУ и все… дальше он сам все пилит\режет просто подсовывая заготовки нужных параметров
По сути в зависимости от размера на ЧПУ фрезере делать такие формы несколько часов 1шт
Собирал 2 раза в pcbway. Один раз все ок, во второй раз сомнения вызывала каждая вторая пайка (элемнты 0402 и QFN64). Работю с Литовской компанией уже лет 8. Чуть дороже, зато можно указать магазин компонентов и т.д. И по русски они говорят...



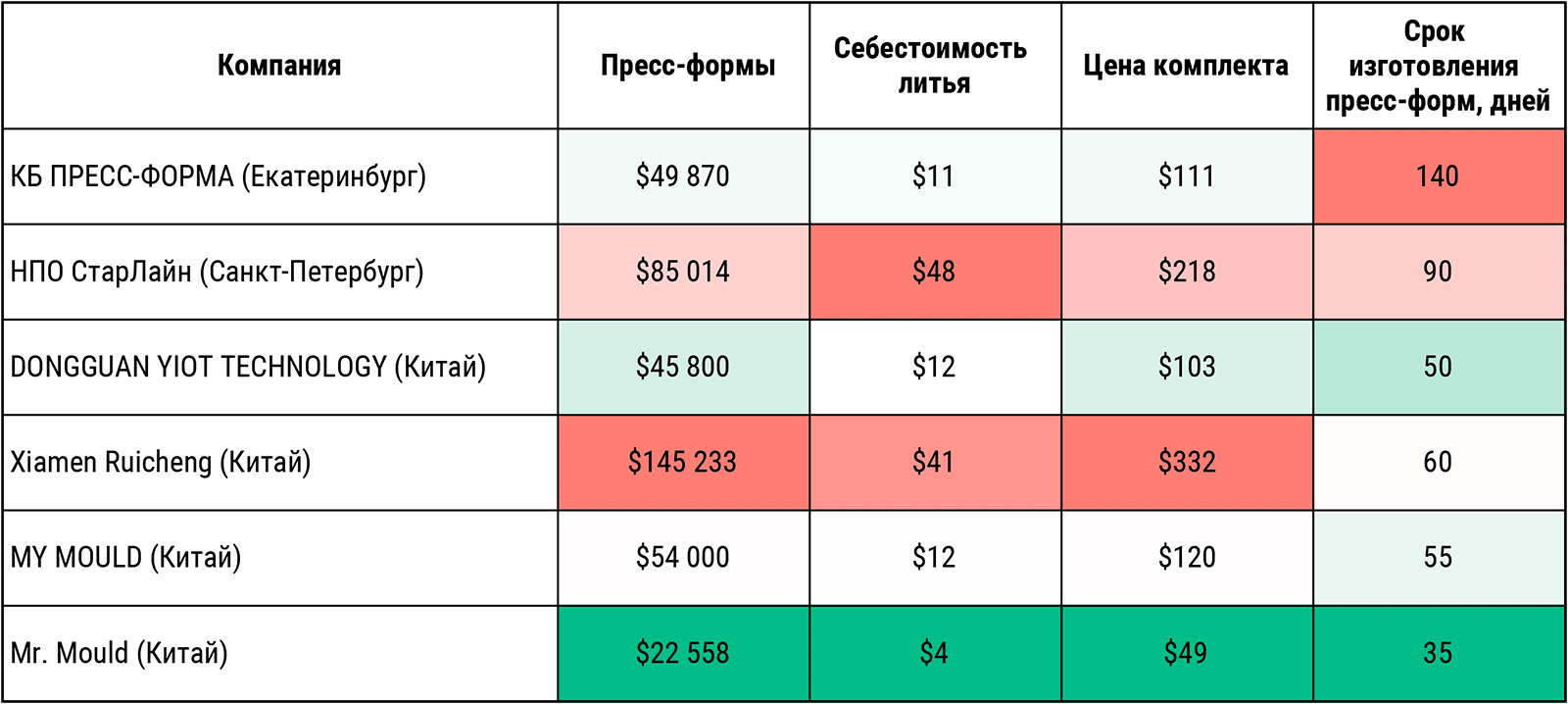
Хочешь дешевле — Китай.Смотрим таблицу и видим, что самое дорогое производство — это как раз Китай.
Предварительные 3D модели, полученные от заказчика, были доработаны на технологичность. В первоначальной конструкции нижней части корпуса, защелки, для крепления двух половин корпуса, имели геометрию, которые с высокой вероятностью могла вызвать утяжку при литье с лицевой части детали. Конструктором ООО КБ Пресс-форма были рекомендованы измененные защелки для устранения возможных литьевых дефектов. После проработки деталей был выпущен новый чертеж и согласован с заказчиком.как видно, то, что первоначально отправил заказчик и то, что изготовили в конце — две совершенно разные вещи.
Изготовлена пресс-форма, для детали из прозрачного тонированного АБС-пластика (MABS). Защелки выполнены наклонными толкателями. В деталях литник подведен с внутренней стороны, таким образом, чтобы он не портил внешний вид лицевых поверхностей. Детали корпуса имеют мелкую фактуру шагрени на внешних поверхностях для уменьшения вероятности появления царапин в процессе эксплуатации готового продукта. Фирменный знак заказчика выполнен без нанесения шагрени, наоборот, отполирован чтобы выделить его на общем виде изделия.

Где выгоднее производить корпуса — в Китае или России? Мы сравнили, пользуйтесь