Данная статья – первая статья о технологиях сборки печатных плат. Последний семинар от PCB SOFT был посвящён проектированию, обеспечивающему технологичность изготовления печатной платы (англ. DFM, design for manufacture). Был поднят вопрос о целесообразности реболлинга бессвинцовых BGA-компонентов для высоконадёжных применений. И организаторы семинара, и участники уверенно говорили о том, что эту трудоёмкую операцию никто не выполняет и с проблемами никогда не сталкивался. В данной статье я критически рассмотрю этот вопрос и постараюсь показать опасность таких «общепринятых в отрасли» мнений и о пользе метода универсального сомнения старины Рене Декарта.

В 2006 году была принята директива RoHS, ограничивающая применение свинца и других признанных вредными элементов в потребительской и промышленной электронике. Это привело к тому, что большинство производителей электронных компонентов перешло на бессвинцовые корпуса, а заказ компонентов в исполнении со свинцовосодержащими выводами не всегда доступен. При этом технология пайки с применением припоев с высоким содержанием свинца никуда не делась (в ГОСТ Р 56427-2015 она, к слову, названа традиционной). Выбор припоя и/или паяльной пасты остаётся за разработчиком печатной платы, поэтому, если выбор сделан в пользу свинцовосодержащего припоя, возникает проблема пайки бессвинцовых компонентов (англ. mixed-alloy process), особенно в корпусах BGA-типа (соразмерность долей припоев). Основной вопрос заключается во влиянии смешения припоев на надёжность соединения. Вышеуказанный ГОСТ даёт однозначный ответ:
Для РЭС класса С по ГОСТ Р МЭК 61191-1-2010 недопустим отказ, аппаратура должна функционировать в любое время включения, в том числе в жёстких условиях. Эти требования относятся не только в аппаратуре военного и космического применения, надёжными должны быть, например, и ответственные промышленные системы.
Откуда в ГОСТе возникло такое требование? Это вопрос к разработчикам стандарта, которые, скорее всего, перевели зарубежный стандарт, которому, вероятно, уже 5-10 лет, а откуда требование возникло там, вообще не разобраться. И при этом участники семинара, о котором я писал в начале, представляющие срез отечественной электроники именно ответственного применения, отрицательно качали головой головой при слове «реболлинг». Возможно, у них есть положительный опыт, я не спорю, я просто против обобщений и уверенности, базирующихся на невежстве. Кто их них (и из вас, читатели) читал стандарт? А те, кто следуют стандарту, уверены, что данная операция в техпроцессе обязательна в их конкретном случае? Сама операция не снижает надёжность? Кто проводил экспериментальное исследование надёжности используемой технологии поверхностного монтажа? Потому что всё дело в эксперименте, в правильно поставленном эксперименте. Другой источник информации – анализ доступных данных от сторонних исследователей. Ниже я приведу обобщение нескольких статей на тему надёжности пайки бессвинцовых компонентов.
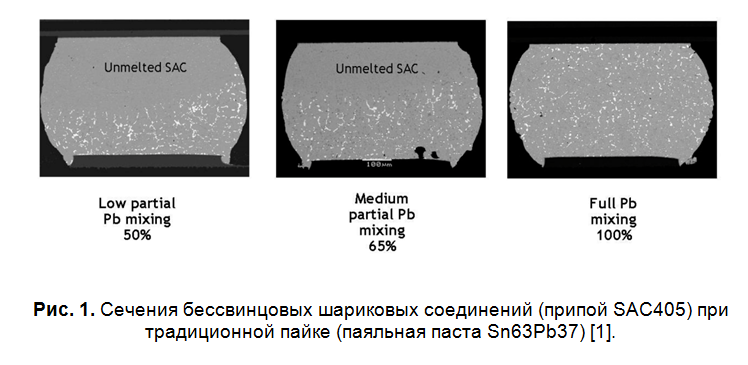
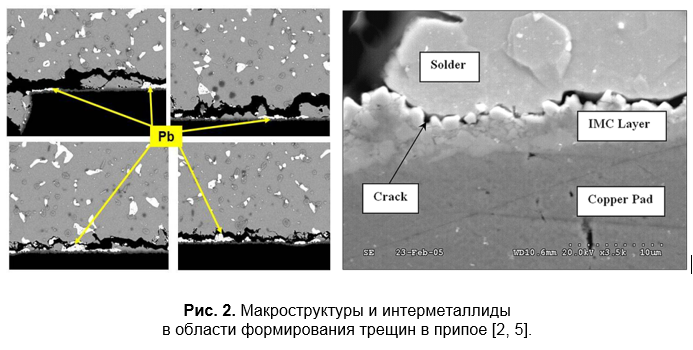
Температура плавления (ликвидус, TL) бессвинцовых припоев на 30-40 oC выше, чем свинцовосодержащих, поэтому, в зависимости от термопрофиля пайки и распределения теплового поля на печатной плате, можно получить различную степень смешивания в паяном соединении (рис. 1). Наличие зон концентрации и неоднородностей как самих металлов, так и интерметаллидов в припойном соединении (рис. 2) снижает его долговременную надёжность, так как такие макроструктуры являются наиболее вероятными местами образования и распространения трещин (особенно при низких температурах). Хотя в большинстве статей из списка литературы приводится анализ микрофотографий сечения соединений, единой теории причины образования трещин не прослеживается.
В таблице 1 представлены сводные результаты исследовательских работ, в основе которых лежал следующий типовой эксперимент: для фиксированного сочетания припоев BGA-компоненты (в некоторых экспериментах это нефункциональный макет компонента, в котором есть только межсоединения выводов для построения последовательной цепи), запаянные при различных термопрофилях, термоциклировались до возникновения функционального сбоя или неконтактирования. Также исследовалась зависимость от размера корпуса, в ряде работ изучалось влияние расположения компонента на печатной плате, влияние адгезива типа «underfill», финишного покрытия печатной платы и др.
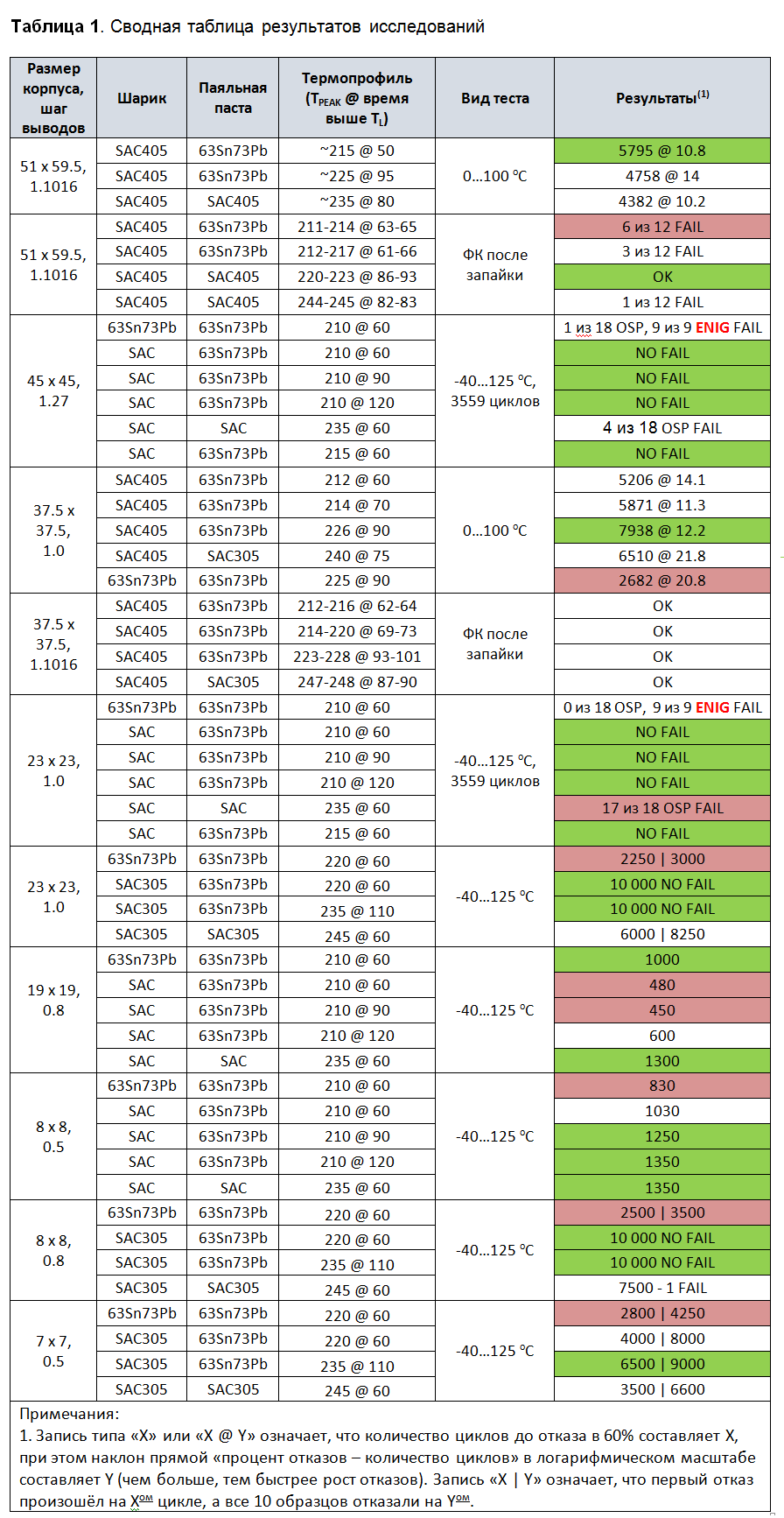
При анализе представленных данных следует обращать внимание только на относительные показатели надёжности в рамках одного эксперимента, а также на общие закономерности для всех экспериментов. Один из выводов заключается в следующем (он также делается в большинстве статей): при использовании традиционной пайки для бессвинцовых компонентов необходимо достигать полного смешивания припоев при пиковой температуре 220…230 oC, при этом время пайки выше TL(SnPb) должно составлять 60-120 с, время выше TL(SAC) ~ 30 сек.
В статьях нет явных указаний, выполнялся ли реболлинг BGA-компонентов для получения свинцовосодержащих шариков, но пониженные значения надёжности для этих случаев позволяет предположить, что реболлинг может приводить к снижению надёжности. В статье, посвящённой реболлингу [8], сообщается о положительных результатах термоциклирования, однако заявленная продолжительность эксперимента в 24 часа не могла обеспечить достаточного количества циклов. Поэтому вопрос снижения надёжности в результате реболлинга остаётся открытым, а в качестве базового сценария рекомендуется смешанная пайка с экспериментальным подбором термопрофиля.
Призываю отнестись к представленным данным с универсальным сомнением и поделиться в комментариях своим экспериментальным опытом.
[1] Rick Gunn, ” Mixed Metals Impact on Reliability”
[2] Richard Coyle, Raiyo Aspandiar, etc. “The Effect of Pb Mixing Levels on Solder Joint Reliability and Failure Mode of Backward Compatible, High Density Ball Grid Array Assemblies”
[3] Robert Kinyanjui, Quyen Chu, etc. “Solder Joint Reliability of Pb-free Sn-Ag-Cu Ball Grid Array (BGA) Components in Sn-Pb Assembly Process”
[4] Robert Kinyanjui, Raiyo Aspandiar, etc, “Challenges in Reflow Profiling Large and High Density Ball Grid Array (BGA) Packages Using Backward Compatible Assembly Processes”
[5] Adam R. Zbrzezny, Polina Snugovsky, etc, ”Reliability Investigation of Mixed BGA Assemblies”
[6] Richard Coyle, Richard Popowich, Peter Read, etc. “The Relationship between Backward Compatible Assembly and Microstructure on the Thermal Fatigue Reliability of an Extremely Large Ball Grid Array”
[7] Alan Brewin, Christopher Hunt, etc. “Reliability Of Joints Formed With Mixed Alloy Solder”
[8] J. Li, S. Poranki, M. Abtew, etc. “Reliability Assessment Of Reballed BGAs”
В 2006 году была принята директива RoHS, ограничивающая применение свинца и других признанных вредными элементов в потребительской и промышленной электронике. Это привело к тому, что большинство производителей электронных компонентов перешло на бессвинцовые корпуса, а заказ компонентов в исполнении со свинцовосодержащими выводами не всегда доступен. При этом технология пайки с применением припоев с высоким содержанием свинца никуда не делась (в ГОСТ Р 56427-2015 она, к слову, названа традиционной). Выбор припоя и/или паяльной пасты остаётся за разработчиком печатной платы, поэтому, если выбор сделан в пользу свинцовосодержащего припоя, возникает проблема пайки бессвинцовых компонентов (англ. mixed-alloy process), особенно в корпусах BGA-типа (соразмерность долей припоев). Основной вопрос заключается во влиянии смешения припоев на надёжность соединения. Вышеуказанный ГОСТ даёт однозначный ответ:
Для РЭС класса С по ГОСТ Р МЭК 61191-1-2010 недопустим отказ, аппаратура должна функционировать в любое время включения, в том числе в жёстких условиях. Эти требования относятся не только в аппаратуре военного и космического применения, надёжными должны быть, например, и ответственные промышленные системы.
Откуда в ГОСТе возникло такое требование? Это вопрос к разработчикам стандарта, которые, скорее всего, перевели зарубежный стандарт, которому, вероятно, уже 5-10 лет, а откуда требование возникло там, вообще не разобраться. И при этом участники семинара, о котором я писал в начале, представляющие срез отечественной электроники именно ответственного применения, отрицательно качали головой головой при слове «реболлинг». Возможно, у них есть положительный опыт, я не спорю, я просто против обобщений и уверенности, базирующихся на невежстве. Кто их них (и из вас, читатели) читал стандарт? А те, кто следуют стандарту, уверены, что данная операция в техпроцессе обязательна в их конкретном случае? Сама операция не снижает надёжность? Кто проводил экспериментальное исследование надёжности используемой технологии поверхностного монтажа? Потому что всё дело в эксперименте, в правильно поставленном эксперименте. Другой источник информации – анализ доступных данных от сторонних исследователей. Ниже я приведу обобщение нескольких статей на тему надёжности пайки бессвинцовых компонентов.
Температура плавления (ликвидус, TL) бессвинцовых припоев на 30-40 oC выше, чем свинцовосодержащих, поэтому, в зависимости от термопрофиля пайки и распределения теплового поля на печатной плате, можно получить различную степень смешивания в паяном соединении (рис. 1). Наличие зон концентрации и неоднородностей как самих металлов, так и интерметаллидов в припойном соединении (рис. 2) снижает его долговременную надёжность, так как такие макроструктуры являются наиболее вероятными местами образования и распространения трещин (особенно при низких температурах). Хотя в большинстве статей из списка литературы приводится анализ микрофотографий сечения соединений, единой теории причины образования трещин не прослеживается.
В таблице 1 представлены сводные результаты исследовательских работ, в основе которых лежал следующий типовой эксперимент: для фиксированного сочетания припоев BGA-компоненты (в некоторых экспериментах это нефункциональный макет компонента, в котором есть только межсоединения выводов для построения последовательной цепи), запаянные при различных термопрофилях, термоциклировались до возникновения функционального сбоя или неконтактирования. Также исследовалась зависимость от размера корпуса, в ряде работ изучалось влияние расположения компонента на печатной плате, влияние адгезива типа «underfill», финишного покрытия печатной платы и др.
При анализе представленных данных следует обращать внимание только на относительные показатели надёжности в рамках одного эксперимента, а также на общие закономерности для всех экспериментов. Один из выводов заключается в следующем (он также делается в большинстве статей): при использовании традиционной пайки для бессвинцовых компонентов необходимо достигать полного смешивания припоев при пиковой температуре 220…230 oC, при этом время пайки выше TL(SnPb) должно составлять 60-120 с, время выше TL(SAC) ~ 30 сек.
В статьях нет явных указаний, выполнялся ли реболлинг BGA-компонентов для получения свинцовосодержащих шариков, но пониженные значения надёжности для этих случаев позволяет предположить, что реболлинг может приводить к снижению надёжности. В статье, посвящённой реболлингу [8], сообщается о положительных результатах термоциклирования, однако заявленная продолжительность эксперимента в 24 часа не могла обеспечить достаточного количества циклов. Поэтому вопрос снижения надёжности в результате реболлинга остаётся открытым, а в качестве базового сценария рекомендуется смешанная пайка с экспериментальным подбором термопрофиля.
Призываю отнестись к представленным данным с универсальным сомнением и поделиться в комментариях своим экспериментальным опытом.
Литература
[1] Rick Gunn, ” Mixed Metals Impact on Reliability”
[2] Richard Coyle, Raiyo Aspandiar, etc. “The Effect of Pb Mixing Levels on Solder Joint Reliability and Failure Mode of Backward Compatible, High Density Ball Grid Array Assemblies”
[3] Robert Kinyanjui, Quyen Chu, etc. “Solder Joint Reliability of Pb-free Sn-Ag-Cu Ball Grid Array (BGA) Components in Sn-Pb Assembly Process”
[4] Robert Kinyanjui, Raiyo Aspandiar, etc, “Challenges in Reflow Profiling Large and High Density Ball Grid Array (BGA) Packages Using Backward Compatible Assembly Processes”
[5] Adam R. Zbrzezny, Polina Snugovsky, etc, ”Reliability Investigation of Mixed BGA Assemblies”
[6] Richard Coyle, Richard Popowich, Peter Read, etc. “The Relationship between Backward Compatible Assembly and Microstructure on the Thermal Fatigue Reliability of an Extremely Large Ball Grid Array”
[7] Alan Brewin, Christopher Hunt, etc. “Reliability Of Joints Formed With Mixed Alloy Solder”
[8] J. Li, S. Poranki, M. Abtew, etc. “Reliability Assessment Of Reballed BGAs”

