
Хабр Курсы для всех
РЕКЛАМА
Практикум, Хекслет, SkyPro, авторские курсы — собрали всех и попросили скидки. Осталось выбрать!
Печатаю бестыиломентом. На моих моделях хрупкости не заметил. Возможно зависит от параметров модели и от температуры печати, обдува.
А, кажется, стоматологи используют именно фотополимерники?

У gorky liquid simple такой запах и вид, что её прямо хочется скушать, подобно варенью.
Как минимум, у вас не будет настолько кошмарных проблем с поддержками и мостами
и это при довольно жёсткой экономии (по нескольку деталей по очереди промывается в одном контейнере, покуда не перестанет хоть как-то отмывать)
Особенно критично для прозрачных смол — в плохо просушенном виде изделия делаются матовыми.



Ну, ему нужно уже собранный, чтоб печатал быстро, и за $300.
А автомобиль "сел и поехал" я б хотел. Ввёл адрес — он туда и отвёз. Да, и чтоб груза брал как камаз, а по размерам и цене был как фокус.
О какой постобработке Вы ведете речь?
Для DLP
будет всё загажено этой смолой
Они хрупкие
печать ничем не быстрее
Фотополимеры бюджетные — сплошь кривые и так же требуют сильного допиливания.
вместо первых цилиндров до пересбора был шокотис.
Буду благодарен за конкретные модели принтеров, а если они могут печатать модели 15х15 см, было бы вообще чудесно.


Теперь Прюшу не купить. Стопорнут на таможне, т.к. 3д принтеры 100% являются товаром не для личного пользования.
Моя Прюша, в итоге вернулась назад в европу после 5 месяцев приключений по доставке и растаможке
Интересно что Вы/они не считаете 3д принтер товаром личного пользования. Непонятно как такой принтер может быть использован в коммерческих целях. Расходники относительно дорогие а широкого спроса на изделия нет, плюс много других проблем.
А чисто для себя, детальки для хобби-проектов самое то.
Ну вот я кидал в комментариях ссылку на свой клон прусы (он прям в названии Prusa)

Я перед новым годом хотел купить недорогой 3д принтер, купил летающего мишку, доволен.
Я бы точно потратил больше времени и сил решая проблему другим способом.
Потому что бюджетные принтаки — хуже старых жигулей и заставить их печатать качественно — надо 2-3 рукастых инженера, с заменой доброй половины механики
99% случаев народ печатает какую-то хрень, просто потому что может напечатать какую-то хрень. Нелепые держалки для телефонов/проводов/ключей, какие-то кривые ограничители на шкафчики, хлипенькие ручки на всякую всячину, странные корпуса для ардуино-поделок.

Отвечу…
Из перечисленного автором купил новую материнку с драйверами, чтобы можно было печатать и ночью. Также купил магнитный коврик на стол. Можно было и без него, но тогда сложнее отдирать готовые модели от стола.
Напечатал: натяжители ремней по оси хэ и у. Надо ещё напечатать новый обдув, потому что родной куда-то потерялся.
Больше никаких изменений не делал.
Печатаю на нём детали на заказ.
Купил примерно за $90, отдельно расходников купил ещё примерно на $50 прозапас. Всё уже окупилось, хотя такой цели изначально не ставилось — брал как игрушку.
вырубка для печенья жене,
А вот за эту идею — спасибо, надо будет детям какие-нибудь интересные модели сделать и тесто завести!
Там есть нюансы.
Ни один изFDM/FFF материалов не является food-safe.
Стандартные латунные/бронзовые сопла содержат свинец.
Поверхность между слоями прекрасное место для размножения бактерий.
Я понимаю что вырубка для печенья не слишком активно контактирует с собственно едой, но все таки поберегитесь.
Для повышения безопасности можно:
Соглашусь, насчет вырубки не очень критично, особенно если использовать только один раз.
Но безопасность для пищи определяется не только видом пластика.
PLA вообще биосовместимый, но это не делает безопасным по умолчанию изделие из него.
Особенность большинства аддитивных процессов в том что они оставляют поверхность с бороздками или шероховатостями превращачсь в прекрасный рассадник микробов.
Пигмент и присадки для облегчения печати вполне могут оказаться токсичными если их съесть.
Не говоря о том что найти филамент который промаркирован как food-safe практически невозможно.
Собственно про то как растут бактерии на поверхности.
https://youtu.be/lFtMIo00tfY
И про пост-процессинг, который может сделать изделие более менее food-safe.
https://youtu.be/D-SKMdlegdU
У FDPLAST полно food safe филаментов. Почти все PETG. А бактерии… Я просто в посудомойке мою. Хотя для высоких температур тогда лучше ABS.
У Prusament все PLA кроме одного вроде безопасны, но не об этом речь веду.
Понятно же что маркируя филамент как food-safe та же FDPLAST берет на себя ответственнотсь только за сам филамент.
Напечатанное изделие это уже ответственность печатавшего.
Так что если собираетесь пить сок из собственноручно напечатаной чашки стоит почитать материалы, разобраться в вопросе и приготовиться вложиться в приготовления и постпроцессинг.
А ABS филамент обычно совсем не пищевой.
В общем там много нюансов и желательно их понимать.
И да, я занудничаю, вырубка для печенья это ОК на мой взгляд.
Это проблема из разряда микробов под ободком унитаза. Плевать на рассадник микробов. Оно потом всё равно в печь пойдёт.
Могу рассказать свою историю. Полтора года назад купил FlyingBear Ghost 4. За ~20000 рублей, это получается примерно 260 долларов. На этот принтер обзор не делал только ленивый.
В качестве необходимой доработки напечатал новое сопло для обдува детали при печати (В нынешней версии принтера FlyingBear Ghost 5 обдув хороший из коробки). И несколько месяцев заменил драйвера осей X и Y на тихие (старые драйвера сгорели после залития принтера водой). Это исправило незначительный дефект печати (в простонародье называемый "лососевая кожа") и сильно снизило шум при печати. Впрочем для меня это все было не критично.
Большинство доработок принтера у пользователей как раз связано с повышением скорости печати (на маленькой скорости почти все принтеры печатают хорошо). Для этого печатают натяжители ремней и переносят подающий пластик двигатель на печатающую головку.
Скорость в ущерб качеству можно увеличить следующими способами:
Что печатал:














Тут нельзя сказать наверняка, что будет выгоднее, без конкретики, т.к. использование директ экструдера уменьшает длину необходимого отката, что уменьшает его время, что положительна сказывается на общем времени печатании модели. Дмитрий Соркин, для последнего медведя рекомендует директ экструдер. https://youtu.be/thyWvSqfDgw
2 часа и нужный тройник у меня в руках.
Решается конструкцией. Ребра добавить, например. Я в последней детальке предусмотрел сквозное отверстие 3мм, куда потом воткнул гвоздь.
Прочность ни как не коррелирует со стоимостью принтера. Тех процесс печати один и тот же. Точность тоже плюс-минус одинаковая.
Аналогично, уже полтора года как являюсь обладателем Ender 3. Печатаю не то чтобы часто, несколько раз в месяц бывает, бывает каждый день. Печатал сразу из коробки после калибровки и заправки пластика. Вообще почти никаких настроек / замен / печати доп оборудования не требует. По сравнению с принтером Makerbor Replicator X, который на кафедре в универе (печатает как говно и стоил 300к руб.) просто небо и земля (за свои 12к руб.). Правда печатаю только PLA, для ABS лень настраивать.
Вроде именно его.
Ещё тронкси вписывается но он вообще не для новичков.
Как впечатление без апгрейдов?
Действительно ли все так плохо с китайскими принтерами за условные 300 USD? Чтобы принтер нормально печатал «из коробки» и не требовал ручной калибровки каждый раз нужно целиться в категорию как минимум в 10 раз дороже?
Действительно ли скорость печати принтеров такая низкая или ее можно существенно увеличить, если взять сопло потолще и отказаться от точности в 0,1мм?
Если ли у принтеров применение «в народном хозяйстве» или среднестатистический пользователь редко уходит дальше печати калибровочных кубиков?
Скорее всё же пример применения 3д-печати ради 3д-печати. Всё то же самое в большей части случаев можно изготовить дешевле и быстрее другими способами. Так что это больше самоудовлетворение, что-то из разряда сортировки мусора или участия в "часе Земли" — толку ноль, но я молодец.
Я подписан в телеге на такую группу. Там тоже все долго и упорно печатали всякую мелочёвку для медиков, а потом одному участнику всё это надоело и он заказал промышленное изготовление мелкой партии (уже не помню чего именно). За три дня изготовили месячную норму и дешевле цены расходников для принтера.
Всё то же самое в большей части случаев можно изготовить дешевле и быстрее другими способами
3д печать это про единичные уникальные изделия, а не про серийное производство
Владею Anycubic i3 Mega уже пару лет — как раз по нынешним временам укладывающимся в бюджет. Крайне приятная plug-and-play модель, собирающаяся из пяти основных блоков. Очень, очень аккуратная, прочная, удобная в эксплуатации. В комплекте есть ВСЁ, кроме теплоизоляции рабочей зоны и автокалибровки стола — вплоть до нужных для сборки инструментов. Разные сопла, стекло на стол, обдув, датчики, все кабели аккуратно заплетены в защитных кожухах. Короче, это не конструктор "сделай сам", а фабричное изделие.
Правда, печатаю я преимущественно PLA, и точность выбираю 0.2 или 0.3. В деле печати я довольно зелен, и дальше "загрузил модель — помазал стекло адгезией — отправил — подождал — отшкрябал модель" — не захожу.
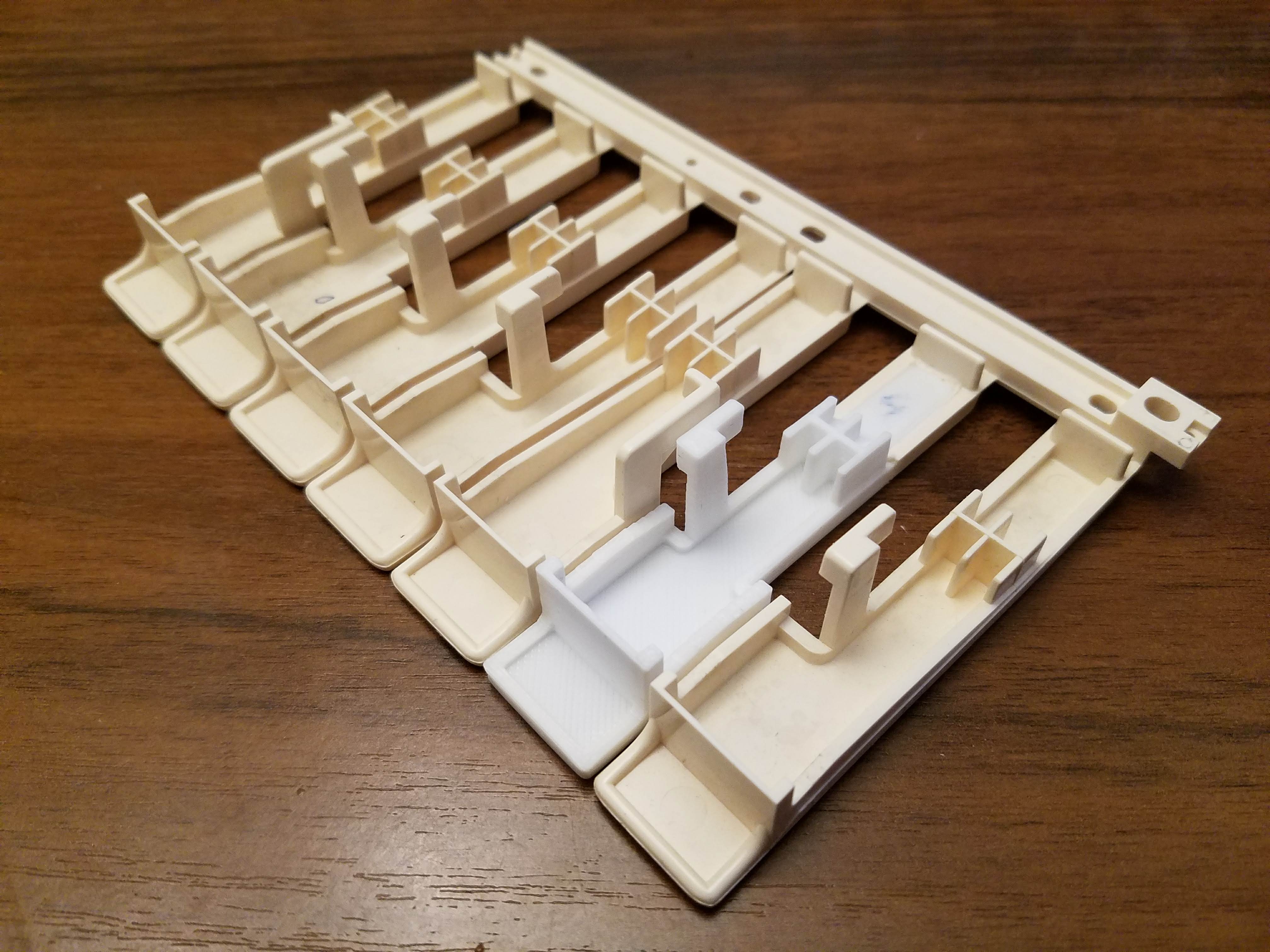
Вот смотрите, чего печатал (для сравнения стопка монеток в правом углу). Красные детали — ABS.

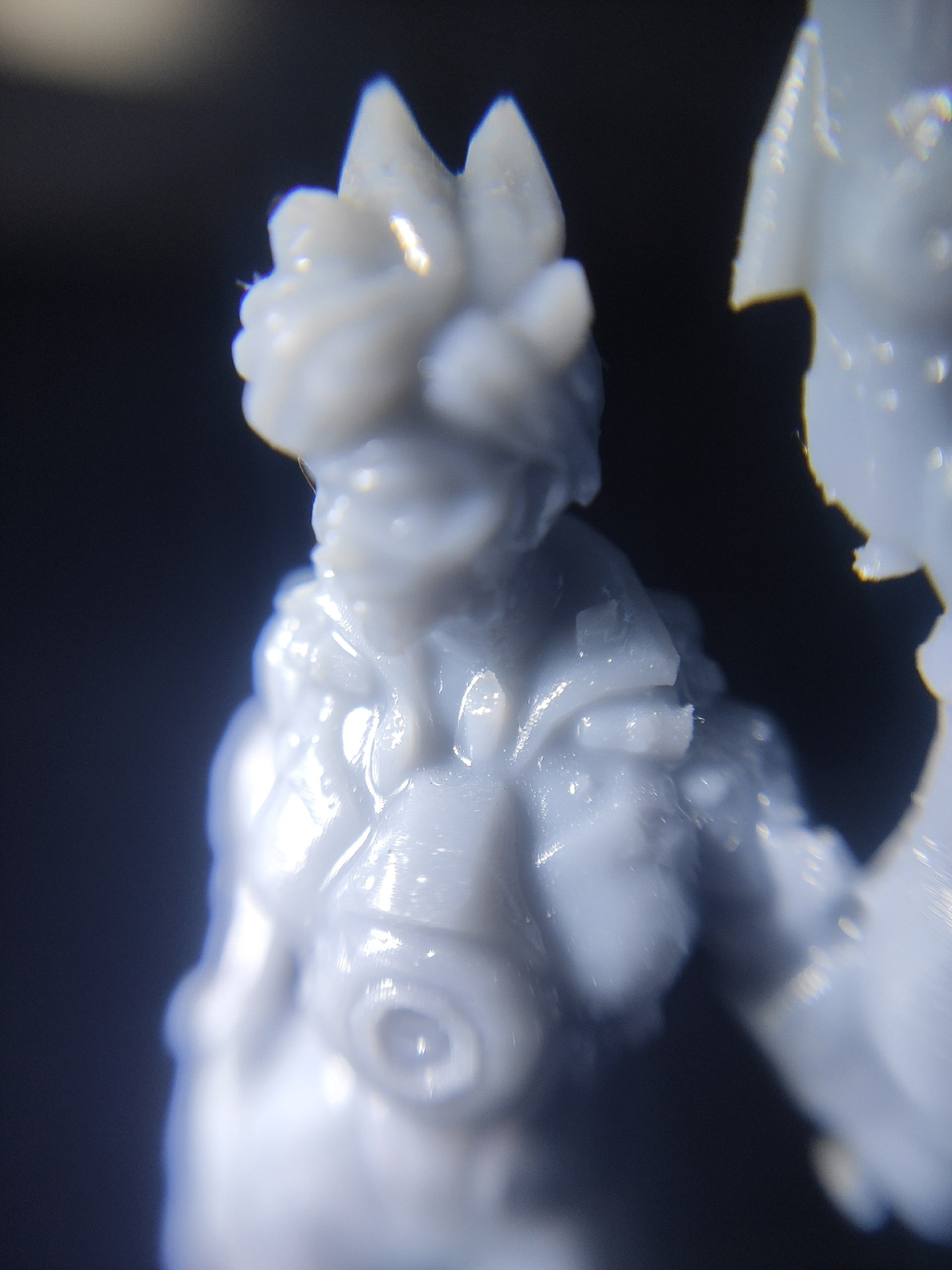
Я для подарков детишкам и печатал :)
Это модель Curiosity от непосредственно NASA: https://nasa3d.arc.nasa.gov/detail/mars-rover-curiosity
Их в архиве две — детальная и простая. Я уменьшил их, ЕМНИП, на 50% — но детальная модель после такого оччччень тяжко потом собирается. Колёсные штифты и колёса надо сажать внатяг, но при уменьшении они хрупки :)
Разные сферы применения. Иногда пересекаются, как в вашем случае, но сравните цену изделия. а если это пробный корпус, то понадобится N версий, тогда цена возрастаеь в N раз. Оба нужны, а ещё токарный, сварка, пила(несколько видов) и тд ип…
Не n корпусов, а самые первые, тестовые. Чтобы проверить, что все влезет, доступ для инсталяции и/или ремонта удобный, эргономика, охлаждение, иногда и аэродинамика(реальный факт, сделал себе корпус для камеры на моцик, так завывал на скорости… Громче мотора). Вобщем не готовое изделие. При этом корпус не всегда, а по мне, так всегда не состоит из одной детали. Уплотнения, прокладки, втулки, кабельные крепления не требовательны к внешнему виду. Можно и 3д печатать.
Станки нужны для:
Токарный — стойки, шайбы, ножки, ручки, резьбы…
Пила ленточная или маятниковая отрезать болванку, торцовка — нарезать пруток, ножовка для помелочи, лобзик — окна, глухие полости, да и полюбому пригодится… А еще смежные, например дисковая/циркулярка — для листовых материалов типа фанера, корпуса иногда нужно упаковать хорошо перед отправкой.
Сварка — если корпуса металлические нужна, всякие кронштейны ребра жесткости, просто сварить из нескольких маленьких заготовок большую и съэкономить, герметичные корпуса.
Это я ещё не упоминал листогибные станки, гильотины, всякие вакуумные штуки для работы с пластиками и тп…
Ну на самом деле как я и говорил, все зависит от целей и назначения…
Блин, сколько же интересного отыскал в комментариях!!!
Автор, смотри, я брал китайски клон Prusa i3 за 12к вечнодеревянных в 2017 году, сейчас у них есть подобное на более надёжных направляющих.
Опыт использования:
Есть нюансы:
Рассчитывайте на потерю ~100-300 первых грамм пока настроите.
Действительно ли все так плохо с китайскими принтерами за условные 300 USD? Чтобы принтер нормально печатал «из коробки» и не требовал ручной калибровки каждый раз нужно целиться в категорию как минимум в 10 раз дороже?
Действительно ли скорость печати принтеров такая низкая или ее можно существенно увеличить, если взять сопло потолще и отказаться от точности в 0,1мм?
Если ли у принтеров применение «в народном хозяйстве» или среднестатистический пользователь редко уходит дальше печати калибровочных кубиков?
Схему вкладывали только при советской власти. Капитализм такого не допустит. Уж прошу простить меня за невольную пятиминутку политинформации на Хабре.
А можно капиталистический пример grabcad и thingiverse? Ну вот чтобы на этих сайтах лежали чертежи от стиральной машинки Samsung/Bosch/Electrolux, выложенные производителем, а не энтузиастами. Потому как пока-что за печать моделей с этих сайтов можно запросто отхватить судебный иск от какого-нибудь производителя. Или уже забылась история с печатью дыхательных клапанов для аппаратов ИВЛ? Я вот не могу представить себе возможность такого иска при социалистическом строе, а при капитализме — это обыденность и даже норма.
И при социализме к каждому телевизору таки прилагалась пачка схем в конце инструкции, а при капитализме эти схемы даже по блату в официальных сервисах не всегда дают, потому что за разглашение могут не то что уволить, а отозвать лицензию у всего сервиса.
Ну вот чтобы на этих сайтах лежали чертежи от стиральной машинки Samsung/Bosch/Electrolux
Потому как пока-что за печать моделей с этих сайтов можно запросто отхватить судебный иск от какого-нибудь производителя.
Или уже забылась история с печатью дыхательных клапанов для аппаратов ИВЛ? Я вот не могу представить себе возможность такого иска при социалистическом строе,
И при социализме к каждому телевизору таки прилагалась пачка схем в конце инструкции, а при капитализме эти схемы даже по блату в официальных сервисах не всегда дают, потому что за разглашение могут не то что уволить, а отозвать лицензию у всего сервиса.
может работать только в режиме гравировки растровых картинок из меню самого принтера.
Ну, взял и напечатал если надо) но покупать принтер только ради этого нет смысла. Просто если хочешь принтер — возьми и купи бюджетный Ender 3. А дальше новое хобби.
Все знают, что 3D принтер нужен для печати деталей для него самого. И иногда что-то полезное)
По осмысленности могу привести в пример вот эту ссылку для весьма популярной среди настольщиков игры «Древний ужас»:
bgplanet.ru/drevniy-uzhas-20-igronayzer-vse-v-odnom-bez-planshetov
То что сейчас есть в плане скорости печати по сути есть потолок в обозримой вселенной.
Я хорошо моделирую 3д модели при чем я это делаю не в САПРах (хотя и там могу — но это «кастрированные» 3д пакеты если честно… ), а в полигональных 3д пакетах.
Центр масс в майе рассчитаете? Точку изгиба под нагрузкой в сложной модели в блендере? Достаточность литьевых уклонов в пресс-форме? Скорость потока расплава в форме?Если нужно посчитать можно. Плагины Вам в помощь. В конце-концов если ну очень нужно литники и уклоны поделать можно експортнуть нормально сделанную модель в ваш САПР. А вот то что вы кроме фасок и набора стандартной геометрии в таких пакетах не имеете — жирнющий минус. Сложную криволинейную геометрию там делать — настоящий ад. При этом модель ты зачастую не видишь. Что очень печально так как нельзя оценить сетку. Потому слайсеры иногда таки посылают нафиг — неправильная разбивка поверхности на полигоны, артефакты поверхности и тд… Вот я и смотрю — что основные модели у печатников — техничка с убогой геометрией. Печаль тут в том что это как раз не доработка в моделировании. Принтер купил — моделить не купил. В итоге и получается, что печатают что-то что можно напильником из фторопласта выстругать за 5 минут что по виду, что по качеству.
А вот то что вы кроме фасок и набора стандартной геометрии в таких пакетах не имеете — жирнющий минус. Сложную криволинейную геометрию там делать — настоящий ад.
При этом модель ты зачастую не видишь. Что очень печально так как нельзя оценить сетку.

При попытке создать сложную криволинейную поверхность, автоматические процессы типа булевых операций вычитания объектов друг из друга, построение по сплайнам, могут породить n-угольные полигоны. Вот тогда и начинается веселье. Суть в том что даже после этого всего надо четко смотреть как расположены полигоны на поверхности. В принципе на это можно забить болт если вы експортить ни куда не будете. И любоваться моделью во вьюпорте…
И очень редко и мало используют инструментарий который вы описали. Например в Компасе он на самом деле очень не удобный.
Это самолет отмоделен за несколько часов мной — и я уверен что он откроется в любом 3-д пакете/движке и слайсере. Вытаскивал из плоскости по чертежам. Без Кадов в максе.
В размеры попал.
Какие полигоны, зачем полигоны? Я живу в связке solidworks + powermillСамые обычные полигоны! В которых все без исключения трехмерные модели :) какой бы там уровень абстракции сверху не накатили. Хоть Нурбсы хоть бисплайны — все равно переводиться модель в полигональную. То что вы этого не видите не значит что его там нет. То что вы с макса халявные модели сделанные криворукими школьниками затягивали и все плохо — тоже не удивляет. Фьюжн 360 — уважаю. Но он опять не дает залезть туда где я люблю находиться — на уровне вершин, ребер и полигонов. Хотя в этом там нет смысла — сомневаюсь что был бы адекватный инструментарий чтоб это все править. Но опять же — кричать зачем полигоны это громко. Чтоб вы не использовали — все равно модель в итоге полигональная. Это все равно что кричать зачем в изображении пиксели на экране.
Чтоб вы не использовали — все равно модель в итоге полигональная.
Это все равно что кричать зачем в изображении пиксели на экране.
Фьюжн 360 — уважаю. Но он опять не дает залезть туда где я люблю находиться — на уровне вершин, ребер и полигонов. Хотя в этом там нет смысла — сомневаюсь что был бы адекватный инструментарий чтоб это все править.Такого? www.youtube.com/watch?v=dO8HFSGaOmU
с трех проекций моделил. Можно и не попасть в размеры. Это не шайба и гайка. Так просто не померяешь. Сечений к сожалению не было. В сети лежат противоречивые чертежи. Кто и как их делал я хз. Плюс модификации разные. Мне дали набор проекций, пара из них отличались… Это я тоже хз
По каким чертежам? Если есть сечения, такую модельку за пару часов можно и в солиде накидать. С трех проекций наверное дольше.с трех проекций моделил
В какие и насколько, а главное — как вообще можно не попасть если работаешь по чертежам?Можно и не попасть в размеры. Это не шайба и гайка. Так просто не померяешь. Сечений к сожалению не было. В сети лежат противоречивые чертежи. Кто и как их делал я хз. Плюс модификации разные. Мне дали набор проекций, пара из них отличались… Это я тоже хз
Потому слайсеры иногда таки посылают нафиг — неправильная разбивка поверхности на полигоны, артефакты поверхности и тд…
Как вы представляете ускорение печати расплавленным пластиком который должен лечь точно, не «расплескаться» из-за жестких перегрузок, отвердеть
12 часов на модель так и останется
У вас люто странное представление о процессе.Вполне нормальное — надо гонять головку борясь с инерцией. Я говорю — когда максимальное качество у нас константа — увеличите мне скорость пожалуйста;)
Есть огромное количество способов регулировать балансом скорость/качествоЯ не про баланс. Я про максимальное качество. Блогеры ньюфагам техничку обычно не показывают;) А по поводу сопел — У каждого человека есть «сопло» можно «фигуру» грамм на 300 за пару минут «выложить» и что?)) Детализация так себе будет.)) Я это понимаю. Что если я делаю ведро то лучше взять сопло толщиной в стенку. Но если на поверхности этого Ведра будет тонкий узор — такое не пойдет. Мы в реальном мире живем
Я говорю — когда максимальное качество у нас константа — увеличите мне скорость пожалуйста;)
Мне лет десять назад предлагали такое. Но ценник конячий.
{kind=link}
{kind=link}
{kind=link}
Я хотел купить недорогой 3D-принтер, но посмотрел YouTube и расхотел