Уважаемые форумчане, приветствую вас еще раз! В предыдущем переводе [1] уклон был сделан прежде всего на данных о выделениях мелкодисперсной пыли при печати пластиками АБС и ПЛА. В данной статье - излагается более полный материал об исследованиях под началом того же профессора Иллинойского университета Брента Стеффенса [2] о выделениях мелкодисперсной пыли и целого спектра летучих органических веществ (ЛОВ) в процессе 3D-печати при расширенной линейке используемых видов филамента (девять штук вместо двух указанных), а также круга моделей 3D-принтеров (пять вместо двух). Перевод данной статьи публикуется с согласия автора. Спасибо за внимание и отклик!
Аннотация
Предыдущие исследования показали, что 3D-принтеры могут выделять значительные объемы мелкодисперсной пыли (частицы, не превышающие 100 нм), а также некоторые потенциально вредные летучие органические вещества (ЛОВ) в процессе печати, кроме того, был проведён анализ небольшого круга филаментов и 3D-принтеров. В данной статье мы определили состав выделений мелкодисперсной пыли и небольшой спектр летучих соединений при печати пятью разными финансово доступными 3D-принтерами, задействовав до девяти различных видов филамента в герметично закрытом вытяжном шкафу. Средние значения скоростей выделений мелкодисперсной пыли оказались в промежутке от ~108 до ~1011 ч./мин. (частиц в минуту) при использовании всех возможных комбинаций модели 3D-принтера и используемого вида филамента, а также температур печатного стола (оказало наименьшее влияние). Проведенный анализ показал, что среди ЛОВ, выделившихся в наибольших концентрациях, присутствуют такие газы, как капролактам при печати нейлоном, а также пластиками, имитирующими дерево и кирпич (в промежутке 2-180 мкг/мин.), стирол – АБСом и ударопрочным полистиролом (10-110 мкг/мин.), и наконец, лактид – ПЛА пластиком (4 – 5 мкг/мин.). Итоги анализа наи��олее концентрированных веществ в небольшом офисе указывают на потенциальную опасность для человеческого здоровья при печати различными пластиками в плохо вентилируемых или не оборудованных фильтрационными системами помещениях.
1. Введение
В настоящее время 3D-принтеры (трехосевые принтеры) быстро набирают популярность. Этому способствует широко развитый сектор недорогих моделей, главным образом рассчитанный на обычного потребителя. Рабочий процесс данных аддитивных устройств, использующих термопластичную экструзию пластиками, выполняется следующим образом: изначально твердый филамент проталкивается через нагретый экструдер, плавится и тонкими слоями укладывается на движущийся по осям стол. Твердая трехмерная печатаемая модель формируется слой за слоем при остывании и затвердевании разогретого пластика. Известно, что печать в данном случае может производиться довольно широким спектром видов филаментов: АБСом (акрил-бутадиен-стиролом), ПЛА (полилактидной смолой), ПВА (поливинилом), ПК (поликарбонатом), ПЭ жесткой прессовки (HDPE), ударопрочным ПС (ударопрочным полистиролом, HIPS), нейлоном и многими другими полимерами, металлами, керамическими смесями и т. п. В зависимости от выбранного филамента варьируется температура печати экструдера и печатного стола, кроме этого, на выбор оптимальной температуры (промежутка рекомендуемой температуры) печати влияют рекомендации по эксплуатации производителей 3D-принтеров при печати конкретными материалами и диаметр сопла печати. Среди всех пластиков АБС и ПЛА считаются самыми используемыми при печати, другие пластики чуть менее популярны.
На сегодняшний день хорошо известно, что при термопластичной экструзии пластиками выделяются как мелкая пыль, так и газы. Однако, нет информации о масштабах и химическом составе этих выделений, а также каким образом меняется их характер в зависимости от выбранного вида филамента и модели 3D-принтера. В 2013 мы опубликовали данные о мелкодисперсной пыли (частицах, не превышающих 100 мкм в диаметре), производимой в процессе печати пластиками АБС и ПЛА. Эти измерения сыграли большую роль в дальнейшем изучении возможного токсического воздействия летучими продуктами 3D-печати, например, было показано отравляющее действие выделений при термопластичной экструзии в опытах на животных, а другие источники сообщили о пагубном воздействии выделений, выделяющихся при 3D-печати, на работоспособность человеческих органов. Мы ознакомлены пока лишь с одним исследованием, опубликованным учеными Kim и другими, также посвященному анализу состава выделений мелкодисперсной пыли и общих концентраций летучих веществ: альдегидов, фталатов, паров бензола, толуола, этилбензола и П-ксилола в процессе 3D-печати двумя закрытыми принтерами АБС и ПЛА филаментами. Итоги данного исследования подтвердили вдвое большее выделение мелкодисперсной пыли и ЛОВ при печати первым пластиком по сравнению со вторым.
На сегодняшний момент за исключением данных, опубликованных в этих двух исследованиях, круг известных данных по вопросу выделений в процессе печати ограничивается. К этому стоит добавить, что был проанализирован лишь узкий модельный ряд 3D-принтеров и видов филаментов на предмет выделений мелкодисперсной пыли и ЛОВ (т. е. только АБС и ПЛА). Более того, вполне возможно, что авторы исследований Kim и другие упустили некоторые летучие соединения, выделившихся в процессе 3D-печати, поскольку группа учёных ориентировалась на фиксацию только уже известных и доступных для изучения веществ газовым масс-спектрометром. В добавление ко всему мы не располагаем информацией о характеристиках использованных филаментов, а также конструктивных особенностей 3D-принтеров (например, наличие выходных отверстий в конструкции, способствовавших выходу летучих веществ из рабочей области наружу).
Поэтому в данной статье мы попробуем дополнить исследования группы Kim и других, расширив диапазон исследуемых веществ, выделяемых в процессе печати, и линейку используемых принтеров до пяти вместо двух, выбрав наиболее популярные на сегодняшний день модели 3D-принтеров и задействовав до девяти различных видов филаментов при печати стандартных тестовых моделей в вытяжном шкафу средних размеров. Исходя из полученных данных, мы также провели сравнение данных о выделении мелкодисперсной пыли и ЛОВ в зависимости от используемого вида филамента и характеристик модели 3D-принтера, а также влияния геометрии печатаемого объекта на концентрации выделяемых веществ.
2. Экспериментальные методы
2.1. Методы фиксирования выделений
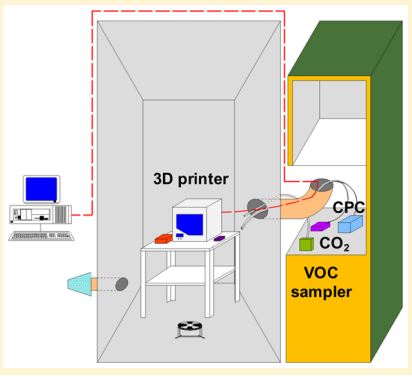
Все измерения проводились внутри 3,6 м3 вытяжного лабораторного шкафа из нержавеющей стали с маленьким металлическим вентилятором (проиллюстрировано во вспомогательной инструкции (Рисунок S1). Все 3D-принтеры были подключены к настольному компьютеру снаружи шкафа. До проведения эксперимента вытяжной шкаф был предварительно оборудован воздушной фильтрационной установкой при переменном режиме работы в один час на протяжении восьми часов вплоть до полного очищения воздуха – отправной точки исследований. Столы для печати были также предварительно обработаны изопропиловым спиртом, а при необходимости в зависимости от используемой модели 3D-принтера и вида филамента и другими средствами повышения адгезивности для подготовки печатного стола к процессу печати в соответствии с рекомендациями производителей. После чего была запущена печать небольшой модели.
В течение всех этапов исследования, за исключением одного, печаталась модель, взятая из ресурсной базы Национального Института Стандартов и Технологий (НИСиТ), размерами 10×10×1 см (отображена на Рисунке 1). Данная модель специально разработана для тестирования и оценки существующих средств аддитивных технологий, кроме того, она имеет ряд особенностей, позволяющих фиксировать динамические изменения выделений в процессе 3D-печати из-за сложности геометрии: тонких выступов, отверстий и углублений. Также, мы повторили тест с принтером при печати комбинацией филаментов, распечатав кубик размером 195 см3, практически ничем не отличающийся от оригинала из тех же ресурсов НИСиТ (принимая во внимание, что геометрия печатаемой детали значительно влияет на характер эмиссий). Период нагревания сопла и печатного стола занимал в среднем 5–10 минут в зависимости от модели принтера и используемого филамента, время печати варьировалось от 2,5 до 4 часов при вариации используемых аддитивных устройств, филаментов и печатаемых 3D-моделей.

2.2. Анализ проб воздуха
Данные о концентрациях мелкодисперсной пыли были получены с помощью TSI Model 3007 - счетчиком конденсирующихся частиц с интервалами запуска в 1 минуту внутри лабораторного шкафа со стороны вытяжного отверстия. Устройство подсчета частиц установили внутрь вытяжного шланга 0,9 м в длину и 0,6 см в диаметре. Данный пылесчетчик способен измерять суммарные концентрации частиц в диапазоне 0,01–1 мкм с верхней границей возможности подсчёта частиц в 105 ч./см3 и максимальной пропускной способностью 0,7 л/мин. Измерения проводились в течение всех этапов исследований, начиная с последних 45–60 минутных исследования фоновых концентраций, затем 2,5–4 ч. печати моделей (включающий время разогрева 5–10 минут сопла и печатного стола) и завершающем 3 ч., когда проводилось рассеивание воздушных соединений вплоть до возвращения к прежнему уровню фоновых концентраций.
Повторим, что диапазон измерения частиц пылесчетчика TSI 3007 составляет от 0,01 мкм до 1 мкм, в этом же диапазоне находится подавляющая часть зафиксированных частиц (что продемонстрировано в разделе предварительных данных в Справочном Материале (Рисунок S4). Поэтому можно с уверенностью сказать, что полученные данные достоверно отражают суммарные концентрации мелкодисперсной пыли, в дальнейшем они были использованы при вычислениях концентраций. Мы периодически калибровали пылесчетчик внутри лабораторного шкафа путем проведения совместных измерений c пылемером, сканирующим динамику размеров частиц, TSI Model 3910, который был отрегулирован заводским производителем. У нас не возникали сомнения в точности последнего прибора, однако задействовать его на протяжении всех этапов не представилось возможным. Поэтому пришлось прибегнуть к калибровке пылесчетчика через регрессию с полиномиальными коэффициентами, использовав данные из этих немногих этапов совместного измерения обоими устройствами. Синхронность получения данных суммарного числа и концентраций частиц долгое время почти не нарушалась в диапазоне рекомендуемых значений пропускной способности с учетом рекомендательных ограничений производителя (вплоть до 105 ч./см3), однако впоследствии экспоненциально снизилась для частиц превышающих диапазон размеров ультрадисперсной пыли, что типично для подобного оборудования. Это было необходимо учесть из-за нескольких крупных скачков суммарных концентраций, превышающих пропускную способность в 105 ч./см3 в вытяжном шкафу.
Отбор проб воздуха также проводился внутри шкафа и во время ЛОВ анализа при помощи Tenax-GR-сорбирующих трубок на протяжении двух периодов: первый в т��чение ~45 минут до начала печати (т. е. с отключенным принтером в химическом шкафу) и второй в течение такого же отрезка времени печати вплоть до установления равновесного состояния воздуха. Мы использовали разницу концентраций между этими двумя этапами, чтобы зафиксировать значения для десяти наиболее концентрированных газов отдельно и суммарно прибором контроля качества воздуха TSI-Q-Trak Model 7575 вкупе с фотоионизирующим детектором проб Model 982. Это было необходимо по нескольким причинам: во-первых, чтобы удостовериться в справедливости уравнения баланса масс для суммарных концентраций ЛОВ во время отбора проб воздуха, во-вторых, убедиться в достижении равновесного состояния смеси газов спустя два часа с начала печати и, наконец, что функция суммарных выделений имеет вид константы (отражено на рисунке S3). Поэтому мы считаем процесс отбора воздушных проб для последующего ЛОВ анализа в последние ~45 минут печати каждого объекта обоснованным для равновесного состояния.
Технология для отбора проб и анализа адсорбирующих трубок, использованная в данных исследованиях с некоторыми доработками, основана на методе TO-17, разработанным Агентством по защите окружающей среды США. Адсорбирующие трубки поместили в небольшое выходное отверстие вытяжного шкафа, присоединив к воздушному насосу небольшой мощности Buck VSS-1 при рабочей скорости в ~20 мл/мин. Скорости прокачиваемого воздушного потока мерились в конце каждого периода исследований при помощи Gilian Gilibrator 2, а после использовались для получения суммарного прокаченного объема. После, все трубки погрузили в морозильные камеры для последующей транспортировки в Техасский университет в Остине, где были проанализированы методом термической десорбции с последующей газовой хроматографией c 4-бромофторбензолом в качестве внутреннего стандарта и электронной масс-спектроскопией. В дальнейшем, были определены состав и концентрации ЛОВ на основе базы летучих соединений НИСиТ, а также масса поглощенных газов на основе реакции с внутренним стандартом при относительном факторе отклика равном 1. При данных условиях относительный фактор отклика в промежутке обычно составляет приблизительно от 0,75 до 1,25 для большинства возможных ЛОВ, поэтому при определении погрешностей вычислений мы брали 25% в качестве коэффициента аппроксимации. Для некоторых газов данной величины может и не быть, однако это говорит только о правильности проведенных расчетов концентраций ЛОВ.
Мы также измерили концентрации ЛОВ вне вытяжного шкафа в течение всего процесса печати, чтобы убедиться в невозможности проникновения каких-либо газов внутрь вытяжного шкафа. Для этого были также использованы адсорбирующие трубки, но на этот раз без подключения к воздушным насосам. Наконец, мы измерили температуру и относительную влажность, использовав Onset HOBO U12, интервалами в 1 минуту, а также коэффициент вентилируемости с углекислым газом в качестве трассирующего газа (более подробно описано Справочной информации) на протяжении всех этапов исследований. Последний газ выпускался из небольшого газового баллона внутрь вытяжного шкафа вначале каждого периода отбора данных, концентрации уже рассеявшегося газа фиксировались монитором углекислого газа PP Systems SA-5, сопряженным с ранее упомянутым Onset HOBO U12 также интервалами в 1 минуту.
2.3. Фиксация выделений мелкодисперсной пыли
Из-за существенных разбросов значений концентраций мелкодисперсной пыли, первоначально мы решили сгладить графики полученных функций в программном комплексе MATLAB 2015a (отражено во Вспомогательном материале). Эти сглаженные функции мы впоследствии использовали для определения повременных концентраций для каждой комбинации принтера и вида филамента в уравнении баланса масс суммарных концентраций пыли, измеренных внутри вытяжного химического шкафа (показано в Уравнении 1 и Вспомогательном материале).
![\frac{E_{UFP}(t_{n+1})}{V}=\frac{[C_{UFP,in}(t_{n+1})-C_{UFP,in}(t_{n})]}{Δt}-L_{UFP}C_{UFP,bg}+L_{UFP}C_{UFP,in}(t_{n}) (1)](https://habrastorage.org/getpro/habr/upload_files/781/071/136/781071136f6631ce03387d97ba2ace5f.svg)
, где:
EUFP — зависимость концентрации мелкодисперсной пыли от времени в минуту,
V — объем вытяжного шкафа м3,
∆t — время шага измерений (интервалом в 1 минуту),
LUFP — суммарные потери концентраций в минуту,
CUFP,bg — средние фоновые концентрации мелкодисперсной пыли внутри вытяжного шкафа до проведения измерений,
LUFP – была принята в качестве логарифмической регрессии со значениями первых 60 минут финального этапа после завершения печати, что также показано в Справочной информации. Должны отметить, что при составлении Уравнения 1 было принято множество допущений, которые могли привести к существенным погрешностям при определении концентраций мелкодисперсной пыли, во-первых, были проигнорирована динамика размерности частиц и коагуляция, а во-вторых, потери концентраций частиц были приняты постоянными. Наиболее потенциальное воздействие из-за этих допущений были детально отражено в Справочном материале. Также, мы вычислили погрешность при расчетах повременной зависимости концентраций - около 45% (отражено в Справочном материале).
Повременные концентрации мелкодисперсной пыли были также использованы при подсчете суммарных концентраций мелкодисперсной пыли, выделенной в процессе печати в расчете на массу использованного филамента, как и отражено в Уравнении 2:

, где:
EUFP — суммарное число частиц, выделенное в процессе печати в расчете на массу использованного филамента,
N — суммарные число временных интервалов (в минутах),
mobject — масса использованного филамента (т. е. масса распечатанной модели).

Примечания для Таблицы 1. a Для всех экспериментов за исключением одного мы печатали модель, взятую из ресурсов НИСиТ. b Исследования с повторением ЛОВ измерений. c Исследования с повторением измерений мелкодисперсной пыли. d Исследования с дополнительными измерениями вне вытяжного шкафа. e Исследование с заменой печатаемой модели из ресурсной базы НИСиТ на ~195 см3 кубик.
2.4. Концентрации летучих органических соединений
Как результат газовой хромотографии и электронной масс-спектроскопии, проводившихся в период до старта печати и последние ~45 минут внутри вытяжного шкафа, были определены концентрации до пятидесяти различных ЛОВ. Уравнение 3, посредством которого были определены концентрации всех указанных ЛОВ, содержит в себе несколько допущений. Во-первых, вентиляция была лишь механизмом удаления исследуемых частиц, во-вторых, концентрации десяти наиболее концентрированных выделяемых ЛОВ вне вытяжного шкафа были столь незначительны (проверено экспериментально), что ими в дальнейшем было решено пренебречь, в-третьих, на финальной стадии отбора проб концентрации ЛОВ вернулись к фоновому уровню. Подробнее об этих допущениях можно найти в Справочной Информации.

, где:
EVOC,i — постоянная скорость выделений (мкг/мин.),
CVOC,i,print — индивидуальные концентрации ЛОВ внутри вытяжного шкафа при установившемся воздушном балансе на протяжении последних ~45 минут печати (мкг/м3),
CVOC,i,bg — индивидуальные фоновые концентрации ЛОВ внутри вытяжного шкафа до начала печати (мкг/м3). Мы вычислили, что погрешности при данных вычислениях составляют приблизительно 36%, как и описано в Справочной Информации.
Суммарные данные о выделениях всех десяти наиболее концентрированных ЛОВ (ΣVOC) были получены путем сложения всех индивидуальных значений ЛОВ внутри вытяжного шкафа за последние ~45 минут печати. Мы решили ограничить число наиболее концентрированных газов именно до десяти, поскольку последующие ЛОВ в таблице составляют очень несущественную долю от суммарной концентрации газов ΣVOCi. Помимо этого, была также вычислена суммарная скорость выделений в расчете на грамм использованного филамента при печати, что отражено в Уравнении 4:

, где:
EΣVOC — суммарные скорости выделения ЛОВ десяти наиболее концентрированных газов,
Ė ΣVOC — суммарная скорость выделений в расчете на грамм использованного филамента.
2.5. Описание принтеров и видов используемого филамента
Мы проанализировали данные о выделившейся мелкодисперсной пыли и ЛОВ на примере шестнадцати различных комбинаций пяти популярных домашних принтеров и девяти разных часто используемых видов филаментов. В числе первых пяти моделей: FlashForge Creator с двойным экструдером, совместимым с АБС и ПЛА (оба пластика были использованы в исследованиях), Dremel 3D Idea Builder, совместимый только с ПЛА, XYZprinting da Vinci 1.0, совместимый только с АБС, MakerBot Replicator 2X, совместимый только с АБС и LulzBot, в совокупности с наиболее привычными видами филамента АБС, ПЛА, HIPS, полупрозрачный нейлон, Laybrick (имитация песчаника), Laywood (имитация древесного композита), прозрачный поликарбонат, полупрозрачный термопластичный полиамид на основе нейлона (PCTPE) и прозрачная полиэфирная смола (T-Glase). Три из указанных принтеров: Dremel, XYZprinting и MakerBot – принтеры открытого типа, тогда как FlashForge и LulzBot – герметично крытые. Конечно, этот список принтеров далеко не исчерпывающий, но он все же позволяет охватить довольно крупный сегмент современных наиболее популярных моделей 3D-принтеров с учетом всевозможных существующих отличительных характеристик, таких как вид используемого филамента, температуры разогреваемых сопла и печатного стола при печати, присутствие или же отсутствие дополнительных конструктивных элементов. Таблица 1 подытоживает все проведенные эксперименты.
15 из 16 комбинаций из принтеров и видов филамента были поставлены на печать НИСиТ тестовой модели, за исключением одной (LuilzBot-АБС) - модели кубика. Помимо этого, MakerBot, печатавший АБС, был также задействован дважды: первый раз при печати с дополнительным ограничительным элементом, предусмотренным производителем, а во второй – без. Мы также представили индивидуальные данные о выделившихся ЛОВ и мелкодисперсной пыли для этих четырех комбинаций, чтобы оценить расходимость данных.
3. Результаты и выводы
 Функция полученной выборки, а также сглаженная функция концентраций мелкодисперсной пыли и (b) повременные концентрации мелкодисперсной пыли при печати LuizBot Mini 3D-принтер АБСом")
3.1. Выделения мелкодисперсной пыли
Картинка 2а иллюстрирует график повременной концентрации мелкодисперсной пыли при печати LuizBot Mini АБСом, а также суммарную функцию концентраций мелкодисперсной пыли. На левом изображении жирной линией показан момент прогревания принтеров до начала печати, который мы также посчитали одним из этапов исследований. Картинка 2b показывает повременную функцию концентраций мелкодисперсной пыли, описанную Уравнением 1. Картинки S6-S23 показывает аналогичные повременные зависимости концентраций мелкодисперсной пыли и уровни запыленности для всех шестнадцати исследуемых комбинаций.
Итоги на Картинке 2а практически совпадают с большинством проведенных экспериментов, в которых концентрации мелкодисперсной пыли обычно начинают быстро расти сразу после начала печати и сохраняются в течение 10–20 минут, сразу после этого падают до нижней отметки, не ниже значений фоновых концентраций. В нескольких тестах с другими комбинациями принтеров и типов филамента концентрации мелкодисперсной пыли вновь достигли своего апогея приблизительно в конце периода печати, вследствие образования выступов на распечатанной модели. С другой стороны, динамика концентраций мелкодисперсной пыли напрямую зависит от используемой модели 3D-принтера, вида филамента, геометрии печатаемого объекта, температуры сопла и печатного стола, а также времени печати. В двух рассмотренных сценариях (изображенных на Картинке 2а), концентрации мелкодисперсной пыли приблизительно достигают уровня концентраций на этапе установлении равновесного состояния к концу периода печати. Мы использовали данные из этих периодов, чтобы удостовериться в справедливости уравнения баланса масс концентраций мелкодисперсной пыли, описанного в Справочной Информации, для описания повременных экспериментальных значений концентраций мелкодисперсной пыли. Значения, полученные обоими методами, не расходятся в течение описанных периодов исследований, на основании чего можно заключить, что уравнение динамических масс для определения концентраций выделений в данном случае верно.
Картинка 3 иллюстрирует повременную зависимость концентраций мелкодисперсной пыли для всех шестнадцати комбинаций принтеров и видов филамента, поделенные на группы: (I) АБС, (II) ПЛА, (III) остальные виды филамента.
Концентрации мелкодисперсной пыли существенно зависят от производственных условий и модели 3D-принтера, используемого вида филамента, температур печати сопла и печатного стола, а также времени печати. Наибольшие значения концентраций возникают при печати АБС пластиками со средними значениями в диапазоне от ~2∙1010 до 9∙1010 ч./мин. среди всех АБС принтеров в независимости от наличия дополнительных конструкций. Наименьшие значения возникают с тремя 3D-принтерами, использующими ПЛА пластики, вследствие заводских особенностей и модели 3D-принтера, средние значения при этом составляют 108 ч./мин. Это заметно ниже, чем в нашем предыдущем исследовании, где были несколько иные условия экспериментов, в том числе и модель 3D-принтера. Рекордные средние значения концентраций мелкодисперсной пыли были зафиксированы на принтере LuIzBot Mini при печати поликарбонатом (~4∙1010 ч./мин.), следующий по уменьшающемуся порядку PCTPE (~2∙1010 ч./мин.), T-Glase (~5∙109 ч./мин.), HIPS (~4∙109 ч./мин.), нейлон (~2∙108 ч./мин.), Laywood (~8∙107 ч./мин.) и Laybrick (~6∙107 ч./мин.).
Замена модели для исследования НИСиТ на модель кубика АБС пластиком LuIzBot принтером особо не повлияла на динамику концентраций мелкодисперсной пыли и соответственно на кривую функцию концентраций от времени. Примечательно, что наличие дополнительной конструкции лишь немного сократила концентрации мелкодисперсной пыли при печати MakerBot – АБС комбинацией, средние значения уменьшились на ~35% (также это расхождение вместе с погрешностью). Более крупные расхождения не рассматривались, хотя бы потому что 3D-принтер не был герметично закрыт во время исследований. Во время дополнительных исследований данные о том, как геометрия печатаемой модели и отсутствие герметичности может повлиять на концентрации мелкодисперсной пыли с 3D-модели, никакие другие определенные заключения не в состоянии описать представленный набор данных. Наконец, данные, полученные при проведении дополнительных исследований (Рисунок 6, 7, 17, 18) с конструктивными элементами и без также явно демонстрируют существенное влияние этого фактора: средние значения концентраций составили соответственно 57% против 48%.
. Жирные линии подразумевают 25- и 75-процентные значения (50–процентные медиана). Тонкие линии – верхние и нижние соседние значения, круги – резко выделяющиеся.")
3.2. Концентрации ЛОВ
Картинка 4 отражает концентрации исследуемых ЛОВ единично, а также суммарно, использовав данные с 16 различных комбинаций принтеров и используемых видов филаментов. Только три газа с наибольшими концентрациями стали объектами внимания для исследования концентраций ЛОВ в каждом проведенном тесте, остальные десять ЛОВ котировались как Остальные ЛОВ. Суммарное значение этих Остальных ЛОВ характеризуется ΣVOC. Кроме этого, был составлен перечень этих десяти ЛОВ с наиболее высокими концентрациями в процессе печати для всех шестнадцати комбинаций внутри вытяжного шкафа, а также 4 дополнительных исследований (итоги показаны в Таблице S2), Таблица S3 отражает данные вне вытяжного шкафа.
Выбор вида филамента сказался на концентрациях и природе выделяемых газов, тогда как изменение конструктивных особенностей и модели 3D-принтера больше сказались на суммарных концентрациях выделений при использовании того же филамента. Суммарные концентрации (EΣVOC) варьировались от ~3 мкг/мин. для поликарбоната до 200 мкг/мин. для того же нейлона (оба значения зафиксированы при печати LuIzBot). Тройка наиболее концентрированных газов составила до 70% от общих выделений ЛОВ EΣVOC во всех исследованиях. Для большинства комбинаций принтеров и видов филамента эти газы были в подавляющем количестве по сравнению с Остальными ЛОВ.
Наиболее ключевой газ среди всех выделившихся ЛОВ во всех шести комбинациях с АБС и одной лишь с HIPS стал стирол. Скорость выделения этого газа при печати указанными филаментами варьировались от ~12 до ~113 мкг/мин., в зависимости от используемой модели 3D-принтера и его конструктивных особенностей. Примечательно, что и наименьшие, и наибольшие концентрации были получены при печати с негерметично закрытой конструкцией (XYZprinting и MakerBot). И концентрации стирола отдельно, и суммарные полученные значения концентраций при этом оказались несколько меньше, чем при печати комбинацией LuIzBot – АБС модели кубика по сравнению с НИСиТ моделью, однако заметно больше, чем при печати MakerBot – АБС комбинацией с дополнительными конструктивными элементами в противовес данным, полученным при печати без них.
Прежде всего среди всех среди всех выделившихся ЛОВ при печати нейлоном, PCTPE, Laybrick и Laywood нужно выделить капролактам. Все пластики были использованы вкупе с 3D-принтером LuIzBot. Все перечисленные филаменты в процессе печати стали серьезными источниками ЛОВ (показано на Рисунке 4b), среди которых наибольшая скорость выделения у капролактама – достигает отметки 180 мкг/мин. при печати нейлоном. Капролактам также выделялся в процессе печати поликарбонатом и T-Glase филаментами на LuIzBot, хотя в заметно меньших количествах (Картинка 4а). Наконец, наиболее концентрированным газом, выделившимся при печати ПЛА, о казался лактид (3,6-диметил-1,4-диоксан-2,5-дион), пусть и в относительно меньших концентрациях – от 4 до 5 мкг/мин. при печати тремя разными моделями 3D-принтерами ПЛА. Мы убеждены в сильной зависимости спектра выделяемых ЛОВ от используемого вида филамента для большинства проведенных тестов и даже для тестов, где был применен клей для печати. Поскольку основные производные компоненты последнего были также померены отдельно (пропилен гликоль и глицерин, что отражено в Таблице S2) были найдены только при исследовании лишь одной комбинации (показано на Картинке 4).
 слабые источники со скоростью выделения до 40 мкг/мин. и (b) сильные – более 40 мкг/мин. При составлении таблиц не учитывались погрешности, для каждого газа она составила ~36%, что и отражено в Справочной информации.")
3.3. Воздействие, оказываемое нагревом сопла и печатного стола
На следующем этапе мы исследовали данные мелкодисперсных выделений и суммарных выделений ЛОВ, как функцию зависимости от температуры сопла и печатного стола (Изображение 5). Данные были разбиты на три группы по температуре печатного стола: менее чем 45 ֯С, в промежутке 60–65 ֯С и в промежутке 100–110 ֯С, также была построена диаграмма с зависимостью от температуры сопла (в промежутке 190–270 ֯С, что проиллюстрировано в Таблице 1).
Повышение температуры сопла практически не отразилось на концентрациях мелкодисперсной пыли, выделившейся при печати, при исследовании данных первой и последней группы. Однако, обратный результат наблюдался при средних температурах стола, когда был зафиксирован существенный рост концентраций мелкодисперсной пыли. При отдельном исследовании изменение температуры печатного стола (без изменения температуры сопла) показало существенный рост концентраций мелкодисперсной пыли. Большинство комбинаций 3D-принтеров и видов филамента с верхним промежутком температур имели большие концентрации мелкодисперсной пыли, тогда как при нижнем диапазоне температур наблюдались меньшие концентрации. С другой стороны, не было выявлено никакой зависимости между суммарными концентрациями ЛОВ и изменениями температур печатного стола или сопла. Исследование других комбинаций 3D-принтеров и видов филамента возможно даст иной результат, здесь же речь идет о небольшой выборке.

3.4. Зависимости между суммарными концентрациями мелкодисперсной пыли ЛОВ на единицу массы филамента
Картинка 6 иллюстрирует данные суммарных концентраций мелкодисперсной пыли (отражено в Уравнении 2) и ЛОВ (отражено в Уравнении 4) на единицу массы филамента за время печати для всех шестнадцати комбинаций 3D-принтеров и видов филамента.
Суммарные концентрации мелкодисперсной пыли на единицу массы филамента варьируются в диапазоне от ~2∙108 ед./г при комбинации LuizBot - Laybrick вплоть до ~2∙1011 для большинства принтеров, печатавших АБС. Суммарные концентрации ЛОВ на единицу массы филамента находятся в диапазоне, начиная от ~6 мкг/г для комбинации LuizBot – поликарбонат и заканчивая 800 мкг/г при печати той же моделью 3D-принтера нейлоном. Причем, при печати АБС, PCTPE и HIPS филаментами возникали наибольшие значения для суммарных концентраций на единицу массы как мелкодисперсной пыли, так и ЛОВ, в то время как при печати ПЛА пластиком были относительно невысокие показатели и первых, и вторых концентраций. Также примечательно, что печать и T-Glase, и поликарбонатом (оба филамента использовались в связке с LuizBot) дала невысокие значения выделения ЛОВ, зато высокие показатели выделения мелкодисперсной пыли. В противовес им, печать Laywood и Laybrick филаментами (также использовались в связке LuizBot) дала высокие показатели выделения ЛОВ, однако низкие показатели выделения мелкодисперсной пыли. Подобные результаты, наверное, также не следует распространять на другие комбинации 3D-принтеров и видов филамента, не рассмотренных в данных исследованиях.

3.5. Последствия воздействия продуктами печати на человеческий организм
Публикуемые данные о концентрациях мелкодисперсной пыли и отдельно взятых ЛОВ имеют значительный вес при исследовании воздействия продуктов, выделяемых в процессе печати, на человеческий организм. Так, например, стирол согласно международному агентству по изучению раковых заболеваний (МАРЗ) является канцерогеном (МАРЗ группа 2B), оказался наиболее концентрированным ЛОВ при 3D-печати всеми типами АБС и одним типом HIPS. Капролактам, также зафиксированный в больших количествах при печати нейлоном, PCTPE, Laybrick и Laywood, не считается канцерогеном для человека, однако Калифорнийское управление по оценке опасностей для здоровья окружающей среды определяет данный газ как источник острого продолжительного (в течение восьми часов) раздражения при предельно-допускаемых концентрациях 50,7 мкг/м3 и 2,2 мкг/м3 разовая и суточная соответственно. Для паров полилактидной смолы – наиболее концентрированного газа среди всех продуктов, выделяемых при 3D-печати ПЛА пластиком – информации, подтверждающей ее вредоносность не нашлось.
Чтобы провести более-менее ясную черту при анализе допустимых концентраций, а также возможного потенциального вреда, наносимом летучими продуктами в процессе 3D-печати в небольшом закрытом помещении, в исследовании мы использовали данные проведенных экспериментов о концентрациях мелкодисперсной пыли и ЛОВ. Конечно, нашу попытку нельзя назвать полной детализацией воздействия выделяющимися в процессе печати целым спектром вредных веществ, скорее, это предварительный обзор наиболее концентрированных летучих веществ, имеющих воздействие на человеческий организм. Также стоит принять во внимание и погрешности при получении данных концентраций, возможно приведших к завышению оценок концентраций мелкодисперсной пыли и ЛОВ в различных экспериментальных условиях.
В данном исследовании 3D-принтер бесперебойно работал в хорошо проветриваемом 45 м3 офисном помещении (т. е., тот же самый офис, использовавшийся в предыдущих исследованиях Стеффенса и другими; при этом концентрации составляют для мелкодисперсной пыли ~1011 ч./мин. и 183 мкг/мин. для капролактама, 113 мкг/мин. для стирола и 5 мкг/мин. для лактида; приняв уровень перемешивания воздушных масс за 1 ч.-1 без каких-либо потерь для трёх перечисленных газов (вероятно, консервативная оценка), а также скорость осаждения мелкодисперсной пыли за 1.3 ч.-1). С учетом этих допущений фоновые концентрации для всех исследуемых компонент стали соответственно ~58000 см-3 для мелкодисперсной пыли, ~244 мкг/м3 - для капролактама, ~150 мкг/м3 – для стирола и ~6 мкг/м3 – для лактида.
Полученные данные о концентрациях капролактама (244 мкг/м3) превышают все три допустимые нормы, согласно Калифорнийскому исследовательскому центру даже с учетом существенных погрешностей (вызванными ранее перечисленными допущениями) при печати нейлоном и другими нейлоносодержащими пластиками, что чревато неприятными последствиями для здоровья (в частности, для людей с пониженным иммунитетом). Следует заметить, что превышение норм концентрации капролактама способно вызвать раздражение слизистых глаз и дыхательных путей, а также способно негативно сказаться на нервной системе (согласно данным Центра по контролю и профилактике заболеваний).
Вычисленные концентрации стирола (~150 мкг/м3) в тех же условиях превышают приблизительно в двадцать раз концентрации фоновых концентраций в офисных помещениях (согласно исследованиям, проведенным Агентством по охране окружающей среды) и более чем в двадцать раз больше, чем средние концентрации в домашней среде. Также есть статьи, сообщающие, что подобное превышении норм концентраций стирола чревато ухудшением здоровья. Так, например, высокое содержание стирола способно повысить риски развития рака (в одном из исследований считается одним из естественных факторов развития раковых заболеваний), а также является основным источником легочных заболеваний у младенцев (т. е., превышающие всего лишь 2 мкг/м3).
Мы не осведомлены о максимальных допустимых нормах мелкодисперсной пыли, однако заметим, что концентрации в ~58000 см-3 превышали бы приблизительно в десять раз фоновые концентрации пыли в офисном зале, лабораториях и школьных заведениях. Также, эти значения несколько превышают средние концентрации пыли в домах. Однако, это все же меньше, чем в других подобных средах.
С учетом всех приведённых данных мы можем сделать определённые рекомендации. Во-первых, необходимо дополнить изложенные данные концентраций мелкодисперсной пыли и индивидуальных концентраций газов для их более точной оценки, исследования должны учитывать эффект близости. Во-вторых, производителям филамента для 3D-печати следует акцентироваться на разработке или доработке существующих пластиков для 3D-печати, выделяющего как можно меньшее количество вредных продуктов в процессе печати. В-третьих, ввиду возможного отсутствия в настоящий момент таких пластиков производителям 3D-принтеров следует уделить внимание герметичности корпусов 3D-принтеров или начать внедрять воздушные фильтрационные системы. Пока проблемы выделения вредных веществ при печати не решены, мы настоятельно не рекомендуем использовать 3D-принтеры в плохо проветриваемых помещениях или без использования систем воздушной фильтрации. Это частично верно в том числе и для стироло-/нейлоно-содержащих пластиков с учетом проведенных исследований для выборки из шестнадцати комбинаций видов филаментов и 3D-принтеров.
Ссылка на задействованную литературу [3].
Благодарю всех за отзывы и комментарии!

