
Когда начинаешь искать возможности произвести на продажу малую партию собственных электронных устройств, то обнаруживаешь, что эту задачу можно решить, не вставая с кресла. Например, так работает сервис Seeed, организующий не только производство, но и продажу ваших устройств. Если же вы не уверены, будет ли спрос, или просто желаете сэкономить, то оптимальным вариантом, на мой взгляд, будет заказать печатные платы где-нибудь в Китае, а себе оставить монтаж поверхностных (SMD) компонентов в домашних условиях. Я хочу рассказать, как можно существенно ускорить поверхностный монтаж с помощью самодельных трафаретов и импровизированной печи оплавления.
Делаем трафарет
 Трафарет (англ. stencil) в контексте поверхностного монтажа — это тонкая пластина с вырезанными под контактные площадки отверстиями. Он накладывается на печатную плату и намазывается паяльной пастой с помощью шпателя. Далее трафарет убирается, а на контактных площадках остается ровный слой паяльной пасты.
Трафарет (англ. stencil) в контексте поверхностного монтажа — это тонкая пластина с вырезанными под контактные площадки отверстиями. Он накладывается на печатную плату и намазывается паяльной пастой с помощью шпателя. Далее трафарет убирается, а на контактных площадках остается ровный слой паяльной пасты.Пример использования трафарета из EEVblog
Обычно трафареты вырезаются из стали или пластика, но это может обойтись дорого в масштабах малых партий. Например, при заказе плат 5х5 см мне предлагали изготовить трафарет за $25. Я же собираюсь рассказать, как за полчаса сделать трафарет из алюминиевой банки, используя ЛУТ!
 Вырезаем из пивной банки прямоугольник, выравниваем его горячим утюгом. Не переживайте, что не удается полностью устранить вогнутость — при наложении трафарета на плату мы будем прижимать его канцелярскими прищепками!
Вырезаем из пивной банки прямоугольник, выравниваем его горячим утюгом. Не переживайте, что не удается полностью устранить вогнутость — при наложении трафарета на плату мы будем прижимать его канцелярскими прищепками!- Зачищаем внутреннюю сторону прямоугольника мелкой наждачкой, чтобы снять защитный слой. Некоторые люди пишут, что снимают верхний слой едким натром. На некоторые виды банок действует ацетон после подогрева их утюгом. Но вообще наждачкой это делается за минуту
- Печатаем лазерным принтером негатив на специальной бумаге для переноса тонера (англ. toner transfer paper). Эта бумага полностью отдает свой тонер за один (!) проход ламинатора, на удивление дешева, не требует раскисания в воде и может быть снята сразу после переноса тонера
 Прикрепляем негатив к зачищенной и протертой спиртом стороне прямоугольника с помощью каптоновой клейкой ленты (англ. kapton tape). Ее особенность в том, что она выдерживает высокие температуры, сохраняя клейкие свойства. Очень упрощает изготовление двухсторонних плат, когда надо точно закрепить бумагу напротив заранее проделанных отверстий
Прикрепляем негатив к зачищенной и протертой спиртом стороне прямоугольника с помощью каптоновой клейкой ленты (англ. kapton tape). Ее особенность в том, что она выдерживает высокие температуры, сохраняя клейкие свойства. Очень упрощает изготовление двухсторонних плат, когда надо точно закрепить бумагу напротив заранее проделанных отверстий
 Пропускаем полученный бутерброд через ламинатор (один раз), снимаем бумагу. Тонер с бумаги полностью перешел на прямоугольник. Чтобы не протравить дырки через случайные царапины, заклеиваем заготовку скотчем с двух сторон, кроме кусочка, который надо вытравить. Наверное, вместо ламинатора можно использовать горячий утюг, как это обычно делается в ЛУТе, но ламинатором все-таки удобнее.
Пропускаем полученный бутерброд через ламинатор (один раз), снимаем бумагу. Тонер с бумаги полностью перешел на прямоугольник. Чтобы не протравить дырки через случайные царапины, заклеиваем заготовку скотчем с двух сторон, кроме кусочка, который надо вытравить. Наверное, вместо ламинатора можно использовать горячий утюг, как это обычно делается в ЛУТе, но ламинатором все-таки удобнее.
 Вытравливаем в отработанном (после травки меди) растворе хлорного железа. Этот раствор представляет собой смесь хлорного железа и хлорной меди. По моим наблюдениям, такая смесь взаимодействует с алюминием гораздо более бурно, чем чистый раствор хлорного железа. При вытравливании смахиваем образующийся бурый налет мягкой кисточкой и периодически проверяем, не пора ли доставать наш трафарет (чтобы не перетравить!)
Вытравливаем в отработанном (после травки меди) растворе хлорного железа. Этот раствор представляет собой смесь хлорного железа и хлорной меди. По моим наблюдениям, такая смесь взаимодействует с алюминием гораздо более бурно, чем чистый раствор хлорного железа. При вытравливании смахиваем образующийся бурый налет мягкой кисточкой и периодически проверяем, не пора ли доставать наш трафарет (чтобы не перетравить!)
 Снимаем скотч, обрезаем трафарет под размер платы. Если в окнах трафарета виднеются обрезки защитного слоя банки, их можно снять липкой стороной скотча
Снимаем скотч, обрезаем трафарет под размер платы. Если в окнах трафарета виднеются обрезки защитного слоя банки, их можно снять липкой стороной скотча- Трафарет прижимается к плате канцелярскими прищепками, тонером вниз. В качестве шпателя можно использовать пластиковую карточку или картонку. После использования не забудьте протереть спиртом и трафарет, и шпатель, чтобы очистить их от налипшей пасты
Делаем печь
Немного о температурном профиле
Правильное оплавление паяльной пасты требует соблюдения ее температурного профиля. Например, профиль для бессвинцовой паяльной пасты может быть таким (из википедии):
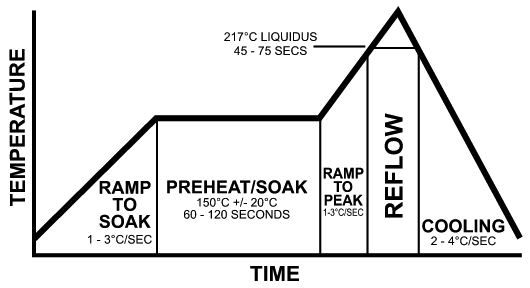
Быстрый нагрев до 150 °C, томление 1 — 2 минуты, быстрый нагрев до 230 °C, оплавление 30 секунд, охлаждение. Смысл всех этих температурных зон в том, что они инициируют процессы, необходимые для образования надежных контактов без лишнего перегрева компонентов. В одной зоне активизируется флюс, в другой расплавление припоя. Существует промышленный стандартJ-STD-20 , описывающий рекомендуемые параметры каждой зоны.
Быстрый нагрев до 150 °C, томление 1 — 2 минуты, быстрый нагрев до 230 °C, оплавление 30 секунд, охлаждение. Смысл всех этих температурных зон в том, что они инициируют процессы, необходимые для образования надежных контактов без лишнего перегрева компонентов. В одной зоне активизируется флюс, в другой расплавление припоя. Существует промышленный стандарт
Вообще, самый дешевый и простой способ оплавления паяльной пасты — это вот такой:

Говорят, что подойдет и сковородка
Еще для оплавления паяльной пасты можно использовать термофен, задувая отдельные компоненты или площади до тех пор, пока паста не расплавится и не создаст контакт. Я активно применял этот способ для своих девайсов, но это было долго, приводило к ненадежным контактам и перегреву элементов. Например, пассивные элементы могли поменять свои значения в пределах 5-10%! Особенно это стало актуально после перехода на бессвинцовую паяльную пасту, требующую бóльшую температуру для оплавления.
И вот оказывается, что люди в интернете уже давно научились переделывать дешевые электродуховки в неплохие печи оплавления (англ. reflow oven) с правильным температурным профилем. Я тоже решил последовать их примеру и расскажу, что у меня получилось.
Я начал с того, что стал мониторить доску объявлений по продаже б/у электродуховок. Через какое-то время появилось объявление о продаже DeLonghi мощностью 2.2 кВт с двумя ТЭНами всего за $30. Правда, впоследствии оказалось, что ТЭНы были подпорчены в процессе эксплуатации и выделяли на 300 Вт тепла меньше.

Открыв корпус, я обнаружил, что внутри все очень хорошо организовано, и подключиться к ТЭНам будет просто.

Для управления ТЭНами я взял самые дешевые твердотельные реле (англ. solid-state relay, SSR) с оптической развязкой на 25А, по $3 за штуку.

В качестве контроллера я выбрал ControLeo, купив его за $60 вместе с термопарой и доставкой из США. Девайс пришел в виде набора, который еще надо было допаять, рассверлить, собрать:

Контроллер имеет двухстрочный ЖК-экран, две кнопки управления и четыре +5В выхода на реле. Программный код открыт и может быть залит на устройство посредством USB и Arduino IDE. Через кнопки управления реализовано меню с возможностью настроить и протестировать выходы, а также начать процесс оплавления. Настройки сохраняются в постоянной памяти. Кроме того, при их изменении запускается обучающий режим, в котором контроллер корректирует время включения/выключения реле для выполнения требований промышленного стандарта оплавления
Пример работы контроллера
В соответствии со стандартом, скорость нагрева печи оплавления должна быть не меньше
- Утеплил печь брусками базальтовой ваты, завернутыми в фольгу (чтобы не дышать микроскопической базальтовой пылью)
- Добавил новый ТЭН на 800 Вт — оказывается, их очень легко купить на хозяйственном рынке, только скажи размер!
- Перевернул печь вверх ногами (!), поскольку большие потери тепла шли через щель стеклянной двери

Таким образом, печь заработала. После нескольких экспериментов я пришел к выводу, что платы можно размещать прямо на прилагаемой к печке металлической решетке, а термопару располагать над платой, зафиксировав провод канцелярской прищепкой. Тесты показали, что изменение номиналов пассивных элементов — минимальные. В общем, печь готова — бери запекай!

