ЧПУ станок — это станок с числовым программным управлением. Позволяет изготавливать детали по заранее подготовленной программе с высокой точностью, повторяемостью и скоростью. В этой статье пойдет речь о созданном мною намоточном станке, которому я дал название Орбитер (Orbiter).
Сфера ЧПУ плотно пересекается со сферой 3D принтинга. Мой станок имеет довольно необычную для станков ЧПУ конструкцию, так как все привыкли видеть фрезерные станки с ЧПУ, ЧПУ выжигатели, 3D принтеры, а станок, описываемый в данной статье, намоточный, а точнее станок для намотки шаров-абажуров из ниток и клея. Принцип работы — намотка на надутый вращающийся шар, который после высыхания клея спускается и вынимается.

За последний десяток лет цена на ЧПУ комплектующие и электронику заметно снизилась, поэтому собрать ЧПУ станок может себе позволить практически каждый. При сборке станка, я руководствовался инженерным образованием, бюджетом и здравым смыслом. По этому детали для станка старался искать в свободной продаже с минимумом слесарной обработки, что-то заказывалось в Китае, что-то покупалось в авто- и строительных магазинах, что-то допиливалось в гаражах друзей. Некоторые детали все равно пришлось заказать токарю.
Думаю, что с инструментами и материалами все ясно, на деталях остановлюсь подробней. Цены актуальны на апрель 2015. Два шаговых двигателя купил по объявлению по 10 у.е. за штуку. Драйвера и муфты, а также импульсный преобразователь, ~12, ~6 и ~2 у.е. соответственно за штуку, были заказаны с Китая. Подшипники куплены в автомагазине по цене 0.5 у.е. за штуку. Плата Марсоход заказана на одноименном сайте. Блок питания валялся без надобности дома. Гнездо и оптопара нашлись в запчастях, оставшихся после разборки принтера.
Так как станок создавался с нуля, то многие детали пришлось долго искать, имея лишь примерное представление как они должны выглядеть. Для себя нашел следующий способ: приходим в автомагазин или магазин стройматериалов и ищем что-то похожее, при необходимости допиливаем напильником.
Зимой 2013 года при подготовке к Новогодним праздникам, искал информацию по изготовлению шаров из ниток и клея, которые используются как украшения. Наткнулся на фото шаров, которые были явно не ручного изготовления. Углубившись в тему, узнал, что такие шары делает некий любитель из Москвы на станке собственного изготовления. Станок был механический. Кроме упоминаний на паре форумов в России и одном в зарубежном сегменте сети, больше ничего не нашел. Загорелся идеей сделать станок ЧПУ для намотки таких шаров.
Стал углубляться в тему дальше. Узнал, что схожий тип намотки используется для изготовления баллонов высокого давления различных форм из композитов. Просмотрел патенты по теме намотки. Вывод следующий, все наработки по конструкциям таких станков можно разделить на 2 группы: станки с двумя двигателями и станки с тремя двигателями. Преимущество первых в простоте механической части, а значит в массе и мобильности станка, а также в экономии одного двигателя, что очевидно, преимущество вторых в простоте управления.
Было решено разрабатывать станок по схеме с двумя двигателями. Так как я по профессии программист, то проблем в управлении не виделось. Требования к станку были следующие: минимальный бюджет, небольшие габариты и вес, бесшумность и мобильность. Было решено также сделать станок автономным, то есть без привязки к компьютеру, чтобы была возможность запустить его в работу при наличии одной розетки на 220 вольт. Так как в настоящее время я являюсь FPGA разработчиком, то было принято решение управлением станком сделать на FPGA (а точнее CPLD). Выбор пал на плату Марсоход. Здесь выбор прост – она уже была куплена и ее ресурсов по расчетам для управления должно было хватить. Забегу немного вперед и скажу, что в данный момент добавляется возможность управления станком от ПК, а также автономный вариант с Ардуино.
В наше время, когда ЧПУ станки и 3D принтеры делает чуть ли не каждый, написано много статей по выбору комплектующих, по этому подробно останавливаться на этом не буду.
Валы и корпуса подшипников были заказаны через друга-конструктора на заводе.
Детали корпуса станка заказываем из мебельной ДСП в размер. Дешево и сердито. Дальше размечаем и сверлим отверстия под крепления и корпуса подшипников. Собираем корп��с на еврошурупах. Подшипники запрессовываются в корпуса и все это в сборе устанавливается на корпус. При сборке использовал винты “внутренний шестигранник”, есть в них какая-то эстетическая красота, а также самофиксирующиеся гайки.
Валы изготавливались с свободной посадкой, так как нагрузка на них небольшая. Ставим их от руки с небольшим усилием.

Узел крепления шаговых двигателей к корпусу подшипников переделывался много раз. Причина – требование к бесшумности. Шаговые двигатели очень сильно вибрируют.
В итоге пришел к следующей конструкции узла крепления, он же по сути и демпфер. Были куплены заглушки для кузовов автомобилей, посадочный диаметр 10мм. Сверлим в них отверстия 5 мм трубчатым сверлом для плитки. Далее берем кронштейн, сгибаем в форме буквы «П», сверлим соосно отверстия и загоняем туда заглушки. Заглушки из резины наряду с полиуретановой вставкой в муфте отлично гасят вибрации.

Далее пришлось все-таки обратиться к другу за помощью. Четыре детали станка пришлось изготовить при помощи сварки. Две – держатели пневмоформы (мяча), укладчик пневмоформы и кронштейн. Едем к другу в гараж и просим попользоваться сварочным полуавтоматом. На швы не смотрим, сварщик из меня чуть лучше, чем никакой. Далее устанавливаем кронштейн крепления бачка для клея на укладчик. Кронштейн сварен из сантехнического хомута и металлической пластины, далее просверлен совместно с укладчиком. Держатели пневмоформы сварены из половинок талрепов с деталями авто. Большая шайба – из крепления запаски от Ваза, маленькая – шайба стойки от него же. Устанавливаем все на свои места, механика готова.

Изготавливаем держатель катушки с нитками из отрезка алюминиевой трубки, которую сгибаем дугой, устанавливаем на нее П-образный кронштейн. Устанавливаем на трубку кольца от удочек с помощью ниток клея и термоусадки.

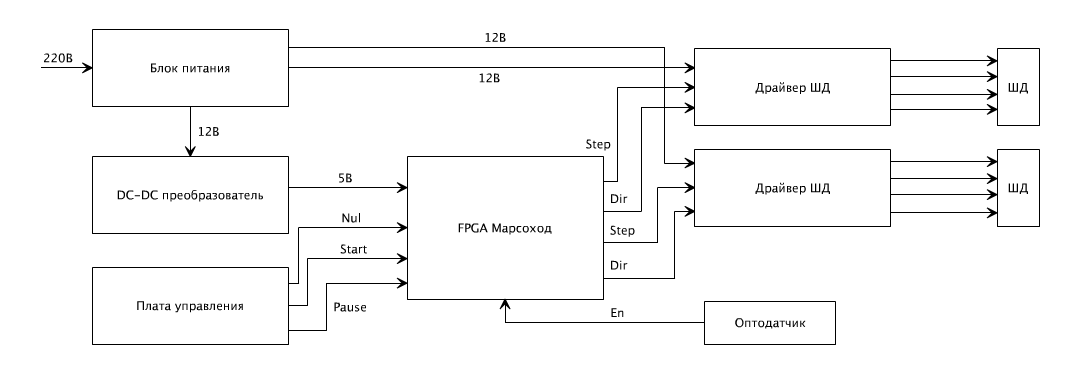
Итак, начнем с питания. Шаговые двигатели потребляют 3 ампера максимум, драйвера шаговых двигателей и плата Марсоход потребляют ничтожно мало, так что в расчете их можно не учитывать. Блока питания на 6,5 ампер должно хватить. Плата Марсоход может питаться напряжением 5 или 3,3 вольта, драйвера шаговиков 8-40 вольт. Запитываем драйвера напрямую от блока питания, а плату Марсоход через импульсный DC-DC преобразователь на 5 вольт. Драйвера имеют опторазвязку по сигналам.
Немного о шаговиках. Угол одного шага у моих – 1,8 градуса, то есть чтобы сделать полный оборот, ему нужно сделать двести полных шагов. В моей конструкции укладчик должен проходить немного меньше 180 градусов. Почему немного меньше? Для формирования отверстий на полюсах. Для шара диаметром 38 см получаем около 158 градусов, это где-то 88 полных шагов. Управляются шаговые двигатели драйверами. Наш драйвер – специальная микросхема TB6600 с обвязкой, которая еще и предоставляет простой интерфейс для управления шаговым двигателем, так называемый Step/Dir. Интерфейс цифровой и очень простой, на вход Step подаются импульсы, в полношаговом режиме один импульс – один шаг, вход Dir отвечает за направление. Выставляем его в ноль, шаговик крутится в одну сторону, в единицу – в другую.
Для установки в нуль (начальное положение) нужен датчик, берем оптопару от принтера, даташит на нее не нашел, но характеристики оптопар в принтерах разных производителей схожие. Немного дорабатываем, так как на плате нет токоограничивающих и подтягивающих резисторов. Режем дорожки, припаиваем резисторы поверхностным монтажом, получается дешевый датчик. Принцип его действия такой, на укладчик устанавливаем флажок из пластика (любого непрозрачного материала). В открытом состоянии датчик выдает единицу, а когда флажок попадает в его зазор, ноль.
Панель управления делаем из заглушки под CD-Rom от системного блока, к корпусу станка крепим на самодельных кронштейнах. Размещаем на ней 3 кнопки без фиксации и 3 переключателя. Назначение кнопок: установка начального положения, старт, пауза, назначение переключателей — изменение скорости укладчика (от этого зависит узор). Имеем 2^3 состояний переключателей, то есть 8 скоростей.

Теперь подробнее о программе управления. Помните, когда мы выбрали схему построения станка с двумя двигателями, я обмолвился о сложности электронной части.А дело вот в чем. Укладчик должен перемещаться по ни разу не линейному, а по какому-то over-непонятному закону, должен замедляться у полюсов и ускорятся на экваторе. Траектория движения напоминает движение спутников по орбите, отсюда и название станка — Орбитер. Достаем справочники по тригонометрии, которые не открывались курса с 3-го университета и внимательно читаем. Читаем, читаем, закрываем и кладем обратно на полку. Так просто вывести формулу не получается. Идем инженерным путем. Берем мяч, накладываем на него нить, как она должна ложиться при намотке, обводим маркером, размечаем. Далее берем точки, интерполируем, по желанию строим графики, получаем формулу. Пазл сложился, скорость изменяется по тангенциальному закону. Вычисление тригонометрических функций на FPGA — задача нетривиальная и достаточно затратная по ресурсам, так что откидываем идею этой реализации. Поступим проще, поместим в массив заранее вычисленные значения функции.
Подробно расписывать создание программы для FPGA не буду, скорее всего сделаю позже об этом статью. Скажу лишь, что программа написана на языке Verilog в среде Altera Quartus и реализована в виде конечного автомата, с функциями установки в нулевое положение, старта, паузы и изменения скорости. Драйвера шаговиков имеют поддержку дробления шага 1/2, 1/4, 1/8 и 1/16. Тесты показали, что тише всего станок работает при дроблении шага 1/16 на двигателе укладчика. Изменение дробления шага на двигателе пневмоформы на уровень шума почти никак не повлияло.
Станок разрабатывался в свободное время как хобби, и поэтому его постройка затянулась почти на год. Диаметр шаров для намотки 200 — 400 миллиметров, но можно его увеличить при желании, особых переделок не потребует. Нитки используются обычные швейные, клей акриловый, мяч из ПВХ, так как у этого клея низкая адгезия к ПВХ. Мяч крепится в держателях на двустороннем скотче и небольшом преднатяге. В заключение небольшое видео процесса работы станка и несколько фото готовых работ.



Как я уже писал выше сейчас разрабатывается версия программы управления через Ардуино, а также программа для ПК для управления через USB. Ресурсы платы Марсоход ограничены, поэтому не получить множества узоров намотки, программа для ПК решит эту проблему.
Надеюсь, что вдохновил кого-то на создание чего-нибудь нового. Творите, создавайте, с современными возможностями — это просто.
Сфера ЧПУ плотно пересекается со сферой 3D принтинга. Мой станок имеет довольно необычную для станков ЧПУ конструкцию, так как все привыкли видеть фрезерные станки с ЧПУ, ЧПУ выжигатели, 3D принтеры, а станок, описываемый в данной статье, намоточный, а точнее станок для намотки шаров-абажуров из ниток и клея. Принцип работы — намотка на надутый вращающийся шар, который после высыхания клея спускается и вынимается.
За последний десяток лет цена на ЧПУ комплектующие и электронику заметно снизилась, поэтому собрать ЧПУ станок может себе позволить практически каждый. При сборке станка, я руководствовался инженерным образованием, бюджетом и здравым смыслом. По этому детали для станка старался искать в свободной продаже с минимумом слесарной обработки, что-то заказывалось в Китае, что-то покупалось в авто- и строительных магазинах, что-то допиливалось в гаражах друзей. Некоторые детали все равно пришлось заказать токарю.
Инструменты и материалы
Инструмент:
- Шуруповерт (с набором сверл и бит)
- Набор ключей и отверток
- Паяльник, флюс, припой
- Напильники, надфили
- Сварочный полуавтомат
Материалы:
- Мебельная ДСП 16мм
- Крепеж строительный
- Труба стальная диаметр 12мм, длина 1 м
- Гайки, болты, винты, шайбы в ассортименте
- Провода электрические различного диаметра, разъемы, термоусадочная трубка
- Резинотехнические изделия
Детали:
- Два шаговых двигателя размера Nema 23 от банкоматов
- Два драйвера шаговых двигателей на TB6600
- Две муфты шаговых двигателей
- Шесть подшипников 608
- Плата Марсоход с CPLD EPM570 на борту
- Оптопара из принтера
- Блок питания для светодиодных лент 12В 6,5А
- Импульсный преобразователь 5В 3А
- Гнездо подключения провода питания
- Бачок тормозной жидкости Нексия
- Мяч из ПВХ
Думаю, что с инструментами и материалами все ясно, на деталях остановлюсь подробней. Цены актуальны на апрель 2015. Два шаговых двигателя купил по объявлению по 10 у.е. за штуку. Драйвера и муфты, а также импульсный преобразователь, ~12, ~6 и ~2 у.е. соответственно за штуку, были заказаны с Китая. Подшипники куплены в автомагазине по цене 0.5 у.е. за штуку. Плата Марсоход заказана на одноименном сайте. Блок питания валялся без надобности дома. Гнездо и оптопара нашлись в запчастях, оставшихся после разборки принтера.
Так как станок создавался с нуля, то многие детали пришлось долго искать, имея лишь примерное представление как они должны выглядеть. Для себя нашел следующий способ: приходим в автомагазин или магазин стройматериалов и ищем что-то похожее, при необходимости допиливаем напильником.
История создания
Зимой 2013 года при подготовке к Новогодним праздникам, искал информацию по изготовлению шаров из ниток и клея, которые используются как украшения. Наткнулся на фото шаров, которые были явно не ручного изготовления. Углубившись в тему, узнал, что такие шары делает некий любитель из Москвы на станке собственного изготовления. Станок был механический. Кроме упоминаний на паре форумов в России и одном в зарубежном сегменте сети, больше ничего не нашел. Загорелся идеей сделать станок ЧПУ для намотки таких шаров.
Стал углубляться в тему дальше. Узнал, что схожий тип намотки используется для изготовления баллонов высокого давления различных форм из композитов. Просмотрел патенты по теме намотки. Вывод следующий, все наработки по конструкциям таких станков можно разделить на 2 группы: станки с двумя двигателями и станки с тремя двигателями. Преимущество первых в простоте механической части, а значит в массе и мобильности станка, а также в экономии одного двигателя, что очевидно, преимущество вторых в простоте управления.
Было решено разрабатывать станок по схеме с двумя двигателями. Так как я по профессии программист, то проблем в управлении не виделось. Требования к станку были следующие: минимальный бюджет, небольшие габариты и вес, бесшумность и мобильность. Было решено также сделать станок автономным, то есть без привязки к компьютеру, чтобы была возможность запустить его в работу при наличии одной розетки на 220 вольт. Так как в настоящее время я являюсь FPGA разработчиком, то было принято решение управлением станком сделать на FPGA (а точнее CPLD). Выбор пал на плату Марсоход. Здесь выбор прост – она уже была куплена и ее ресурсов по расчетам для управления должно было хватить. Забегу немного вперед и скажу, что в данный момент добавляется возможность управления станком от ПК, а также автономный вариант с Ардуино.
Механика
В наше время, когда ЧПУ станки и 3D принтеры делает чуть ли не каждый, написано много статей по выбору комплектующих, по этому подробно останавливаться на этом не буду.
Валы и корпуса подшипников были заказаны через друга-конструктора на заводе.
Детали корпуса станка заказываем из мебельной ДСП в размер. Дешево и сердито. Дальше размечаем и сверлим отверстия под крепления и корпуса подшипников. Собираем корп��с на еврошурупах. Подшипники запрессовываются в корпуса и все это в сборе устанавливается на корпус. При сборке использовал винты “внутренний шестигранник”, есть в них какая-то эстетическая красота, а также самофиксирующиеся гайки.
Валы изготавливались с свободной посадкой, так как нагрузка на них небольшая. Ставим их от руки с небольшим усилием.
Узел крепления шаговых двигателей к корпусу подшипников переделывался много раз. Причина – требование к бесшумности. Шаговые двигатели очень сильно вибрируют.
Борются с этим несколькими способами:
- Дробление шага (реализовано в электронике) +
- Качественные дорогие драйвера шаговых двигателей (у нас бюджет, поэтому драйвера дешевые) −
- Качественные муфты с полиуретановой вставкой +
- Демпферное крепление +
- Увеличение массы станка (вплоть до заливки в фундамент, у нас станок должен быть мобильным) −
В итоге пришел к следующей конструкции узла крепления, он же по сути и демпфер. Были куплены заглушки для кузовов автомобилей, посадочный диаметр 10мм. Сверлим в них отверстия 5 мм трубчатым сверлом для плитки. Далее берем кронштейн, сгибаем в форме буквы «П», сверлим соосно отверстия и загоняем туда заглушки. Заглушки из резины наряду с полиуретановой вставкой в муфте отлично гасят вибрации.
Далее пришлось все-таки обратиться к другу за помощью. Четыре детали станка пришлось изготовить при помощи сварки. Две – держатели пневмоформы (мяча), укладчик пневмоформы и кронштейн. Едем к другу в гараж и просим попользоваться сварочным полуавтоматом. На швы не смотрим, сварщик из меня чуть лучше, чем никакой. Далее устанавливаем кронштейн крепления бачка для клея на укладчик. Кронштейн сварен из сантехнического хомута и металлической пластины, далее просверлен совместно с укладчиком. Держатели пневмоформы сварены из половинок талрепов с деталями авто. Большая шайба – из крепления запаски от Ваза, маленькая – шайба стойки от него же. Устанавливаем все на свои места, механика готова.
Изготавливаем держатель катушки с нитками из отрезка алюминиевой трубки, которую сгибаем дугой, устанавливаем на нее П-образный кронштейн. Устанавливаем на трубку кольца от удочек с помощью ниток клея и термоусадки.
Электроника
Итак, начнем с питания. Шаговые двигатели потребляют 3 ампера максимум, драйвера шаговых двигателей и плата Марсоход потребляют ничтожно мало, так что в расчете их можно не учитывать. Блока питания на 6,5 ампер должно хватить. Плата Марсоход может питаться напряжением 5 или 3,3 вольта, драйвера шаговиков 8-40 вольт. Запитываем драйвера напрямую от блока питания, а плату Марсоход через импульсный DC-DC преобразователь на 5 вольт. Драйвера имеют опторазвязку по сигналам.
Немного о шаговиках. Угол одного шага у моих – 1,8 градуса, то есть чтобы сделать полный оборот, ему нужно сделать двести полных шагов. В моей конструкции укладчик должен проходить немного меньше 180 градусов. Почему немного меньше? Для формирования отверстий на полюсах. Для шара диаметром 38 см получаем около 158 градусов, это где-то 88 полных шагов. Управляются шаговые двигатели драйверами. Наш драйвер – специальная микросхема TB6600 с обвязкой, которая еще и предоставляет простой интерфейс для управления шаговым двигателем, так называемый Step/Dir. Интерфейс цифровой и очень простой, на вход Step подаются импульсы, в полношаговом режиме один импульс – один шаг, вход Dir отвечает за направление. Выставляем его в ноль, шаговик крутится в одну сторону, в единицу – в другую.
Для установки в нуль (начальное положение) нужен датчик, берем оптопару от принтера, даташит на нее не нашел, но характеристики оптопар в принтерах разных производителей схожие. Немного дорабатываем, так как на плате нет токоограничивающих и подтягивающих резисторов. Режем дорожки, припаиваем резисторы поверхностным монтажом, получается дешевый датчик. Принцип его действия такой, на укладчик устанавливаем флажок из пластика (любого непрозрачного материала). В открытом состоянии датчик выдает единицу, а когда флажок попадает в его зазор, ноль.
Панель управления делаем из заглушки под CD-Rom от системного блока, к корпусу станка крепим на самодельных кронштейнах. Размещаем на ней 3 кнопки без фиксации и 3 переключателя. Назначение кнопок: установка начального положения, старт, пауза, назначение переключателей — изменение скорости укладчика (от этого зависит узор). Имеем 2^3 состояний переключателей, то есть 8 скоростей.
Теперь подробнее о программе управления. Помните, когда мы выбрали схему построения станка с двумя двигателями, я обмолвился о сложности электронной части.А дело вот в чем. Укладчик должен перемещаться по ни разу не линейному, а по какому-то over-непонятному закону, должен замедляться у полюсов и ускорятся на экваторе. Траектория движения напоминает движение спутников по орбите, отсюда и название станка — Орбитер. Достаем справочники по тригонометрии, которые не открывались курса с 3-го университета и внимательно читаем. Читаем, читаем, закрываем и кладем обратно на полку. Так просто вывести формулу не получается. Идем инженерным путем. Берем мяч, накладываем на него нить, как она должна ложиться при намотке, обводим маркером, размечаем. Далее берем точки, интерполируем, по желанию строим графики, получаем формулу. Пазл сложился, скорость изменяется по тангенциальному закону. Вычисление тригонометрических функций на FPGA — задача нетривиальная и достаточно затратная по ресурсам, так что откидываем идею этой реализации. Поступим проще, поместим в массив заранее вычисленные значения функции.
Подробно расписывать создание программы для FPGA не буду, скорее всего сделаю позже об этом статью. Скажу лишь, что программа написана на языке Verilog в среде Altera Quartus и реализована в виде конечного автомата, с функциями установки в нулевое положение, старта, паузы и изменения скорости. Драйвера шаговиков имеют поддержку дробления шага 1/2, 1/4, 1/8 и 1/16. Тесты показали, что тише всего станок работает при дроблении шага 1/16 на двигателе укладчика. Изменение дробления шага на двигателе пневмоформы на уровень шума почти никак не повлияло.
Станок разрабатывался в свободное время как хобби, и поэтому его постройка затянулась почти на год. Диаметр шаров для намотки 200 — 400 миллиметров, но можно его увеличить при желании, особых переделок не потребует. Нитки используются обычные швейные, клей акриловый, мяч из ПВХ, так как у этого клея низкая адгезия к ПВХ. Мяч крепится в держателях на двустороннем скотче и небольшом преднатяге. В заключение небольшое видео процесса работы станка и несколько фото готовых работ.
Как я уже писал выше сейчас разрабатывается версия программы управления через Ардуино, а также программа для ПК для управления через USB. Ресурсы платы Марсоход ограничены, поэтому не получить множества узоров намотки, программа для ПК решит эту проблему.
Надеюсь, что вдохновил кого-то на создание чего-нибудь нового. Творите, создавайте, с современными возможностями — это просто.
