Comments 95
Вы поменяли фидер, а не экструдер. Разницы между пластиковым и металлическим практически нет. Рекомендуют его менять только из-за того, что пластиковый через время лопается.
Разница между боуденом и директом катастрофическая в ретрактах. А отсюда и время печати. На боудене ретракт 4-5мм, на директе он может доходить до 0.5мм. На модели на 12 часов печати разница будет в пару часов.
Родной фидер в принципе не умеет печатать флексами (накручивает на шестерни, а не проталкивает). С нормальным директом такого нет. Хороший клон BMG вполне справляется со всякими мягкими материалами.
Изменение тока шаговиков - это хорошо, но гораздо лучше правильно настроить шаги двигателей.
Удачи вам в э том приключении. :) 3д-принтер - это отличный конструктор для больших мальчиков и девочек, которые любят ковыряться в технике. :)
Спасибо за пожелание! У нас девайс для детей, а я помогаю :)
Сменная запчасть называется "All Metal Extruder", так что и я его называю экструдером, как в оригинале. Разница есть в силе пружин, как я и пишу в статье.
В статье показано, как настроить у Бодена ретракт 2.5 - 3 мм. Кроме того, можно и linear advance использовать, чтобы вообще без ретрактов печатать (для этого нам надо материнку заменить, чтобы открытую прошивку поставить).
Мы печатаем только PLA и много раз об этом напоминаем. Впрочем, на трингверсе можно найти множество фото моделей, напечатанных флексами на стоковом Ender 3 - значит, это возможно. Кстати, интересно, как они это делают :)
Шаги двигателей отвечают за линейные размеры объектов, зачем вы их хотите настраивать, если размеры в порядке? Как это вообще может повлиять на нагрев двигателей?
Прошивка стоковая построена на Марлине. Собирайте свою, без проблем. Я так и сделал на своем E3.
Я не говорил, что это не возможно. Конечно можно. Но шанс получить хороший результат... Ну вы понимаете. :)
Я не говорил про нагрев, я говорил в первую очередь о количестве подачи пластика. С завода оно занижено. E-steps надо корректировать в первую очередь. У меня было с завода 93.4 шага, а после калибровки 96 с копейками. Разница в 3 мм на 20 см прутка. Возможно у вас с завода идеально, не спорю. Но проверить стоит. Тем более, что на боудене это сделать можно за 5 минут. ;)
Материнская плата у нас на процессоре GigaDevice - и Marlin на ней с периферией не работает.
Это не лотерея, а инженерная задача - получение результата зависит от наших знаний и умений, а не от "шанса".
E-steps у нас для трех "одинаковых" катушек различается в пределах 100-108... вы серьезно считаете, что гибкую змейку можно напечатать, не отрегулировав E-steps?:)
Ну да... Вот мой чип - http://joxi.ru/823BWPMHwwoeWm?d=1 Собран Марлин 2.1.1, зашит и все работает. ЧЯДНТ? Для понимания GD32 - это полный аналог STM32. Погуглите. На гитхабе было issue, где все расписано.
Если у вас большие зазоры в фидере, то это не зависит от ваших знаний и умений. Тут, внезапно, появляется зависимость от характеристик пластика. Если он более-менее упругий, то его не заворачивает и наматывает, а проталкивает. А если он достаточно мягкий, то его заворачивает в щели и наматывает на шестерни. Повлиять вы можете только переделкой или заменой фидера.
Более того, я печатал гибкую змейку, коробки с шарнирами и т.п. на стоке без калибровки e-steps. Банальная регулировка потока в слайсере. Но чтоб этим не заморачиваться каждый раз - сделал регулировку. Потому и вам советовал.
Вам удалось c этим чипом и Marlin подключить CR Touch? У нас вот проблема с таймингами, периферия не работает. И я уверен, это не та проблема, которую могут решить дети самостоятельно.
Мы пишем только про PLA, а с ним настроить можно.
Эх, на что только люди не идут, чтобы только руками не настраивать :) Спасибо за пояснение, теперь понятно. Впрочем, с нашим филаментом это бы не помогло - он на несколько процентов за ночь меняет длину (и даже в коробке с силикагелем немного ухитряется).
http://joxi.ru/v29BR6zHjjV70A?d=1 вот. стоит CR-touch. Раньше стоял 3d-touch, но я его сжег случайно. :)
PLA можно печатать на любых зазорах. Он плотный и не сворачивается в дугу на 5 мм.
Значит надо менять филамент. Не должен он так впитывать влагу. Посмотрите в сторону eSun, FDPlast. Они очень не плохие.
У нас в стоковой прошивке CR Touch опознается, но автовыравнивание не работает. Marlin на GD32 вообще датчик не видит, по обсуждениям разработчиков, проблема может быть в таймингах - частота процессора почти вдвое отличается, но простое изменение частоты процессора в марлине не помогает. В общем, чем тратить на все это время, имхо разумнее потребовать замены матплаты у продавца (ибо принтер по спецификации с STM процессором) или частичный рефанд на самостоятельную замену.
Да, о том и речь.
Мы этот филамент от неведомого производителя брали для тестов - и уже неплохо печатаем на нем. Пара катушек eSun припасена на следующий этап.
У товарища точно такой же принтер, как у вас. CRTouch работает без проблем. Правда он прошил принтер.
По возврату - скорее всего будет отказ, т.к. принтер работает. Но попробуйте. Еще раз GD32 - это полный аналог STM32. Мой опыт подключение 3DTouch и CRTouch показывает, что все там работает и никаких проблем с таймингами нет.
Уже частичный рефанд на замену матплаты получили через поддержку алиэкспресс, продавец от всего отказывался. Возможно, что у CR Touch тоже проблемы, проверить пока нет возможности, так что за него тоже рефанд сделали - автовыравнивание в стоковой прошивке не работает, так на кой он нам тогда. Я потом отдельно опишу все перипетии, чтобы понимать, чего ждать от покупки этого принтера.
Если надо, то я могу попросить о товарища ссылку на прошивку для работы с CRTouch.
А он сам собирал или готовая? Если второе, не нужно, если первое - лучше конфигурацию и патчи спросите.
Точно готовое брал.
Спасибо, тогда нет смысла - популярные прошивки не заработали у нас с CR Touch. Кстати, у вас эффекта "fish skin" нет на принтере с GD процессором? Помнится, в обсуждениях кто-то из разработчиков выкладывал фото со стоковой прошивкой и с открытой - в стоковой поверхность гладкая, а в открытой немного чешуйчатая (несовпадение таймингов, вероятно).
Дались вам эти тайминги. Все гладко и никаких проблем. :)
В дискуссиях разработчиков много всего интересного пишут- там люди умеют баги искать и воспроизводить :) Насчет CR Touch мне посоветовали на матплате резистор подтяжки припаять, для более стабильной работы, но до решения вопроса с рефандом и возможным возвратом я не стал пробовать. Почему стоковая прошивка видит CR Touch, а открытая требует модификации устройства, отдельный вопрос. Так что начнем с того, что проверим сенсор на плате с STM и открытой прошивкой, тогда можно будет какие-то выводы сделать.
У директа есть свой минус, это дополнительный значительный вес на подвижную часть конструкции. Что сильно ограничивает её маневренность.
Еще и вибрации печатающей головки добавляются из-за ретрактов - и тут, кстати, чем меньше дистанция ретракшена, тем хуже вибрация. Получается, если уж ставить директ экструдер, то с высококлассным легким двигателем и на рельсах (вертикальных и по оси X) - только странно это сравнивать с ультрабюджетным Bowden в Ender 3 (рельсы добавить уже как сам принтер стоит, аналогично и соответствующий экструдер).
Вес можно уменьшить за счет небольшого двигателя. А выигрыш в скорости печати получается за счет сильно меньших ретрактов.
Выигрыш в пару процентов ценой директ экструдера стоимостью в половину принтера (если не в целый)? Как бы можно, но ерунда какая-то получается. В средней модели ретрактов меньше 10%, уменьшение дистанции ретракшена вдвое повлияет на скорость печати в пределах пары процентов. Если z-hop после ректакта включен, то и вовсе никак. Куда как интереснее вместо директ экструдера за те же деньги рельсы поставить.
Странные у вас цены. Мой директ мне обошелся в 1000 рублей примерно. БМГ и нума мотор с алика, голова напечатана на том же принтере. Откуда половина стоимости принтера взялась?
Легкий Nema 11 мотор мощностью как nema 17 сколько стоит, простите? А если вы при единственной вертикальной оси поставили движок весом в четверть килограмма плюс всю обвязку, то при высокой скорости печати принтер просто развалится. Тут в комментариях про гибкие пластики все пишут, так для них и шестерня экструдера должна быть соответствующего размера (например, как у Nextruder от Prusa), и двигатель достаточно мощный, да еще планетарная передача… Иначе никакая печать гибкими пластиками на высоких скоростях не выйдет. В общем, все разговоры как у рыбаков - «а я воот-такую рыбу поймал» :) Готовы продемонстрировать, как вы на своем принтере печатаете хотя бы PLA (до 250-300 мм/с позволяет) на скорости согласно спецификации ender 3 v2 (180 мм/с) с вашим экструдером, а то, может, и 60 мм/с для вас «быстро»?
У меня нема 17 из небольших. На Озоне они по 700 рублей. В китае сильно дешевле. 180 не пробовал даже, ибо смысла нет для дома разгонять до таких скоростей. А вот 90-100 вполне нормально печатает. Мне этого вполне достаточно.
Я смотрю, что вас как-то бомбить начинает не по детски. Дальше не вижу смысла продолжать.
Что еще за "вас как-то бомбить начинает"?! Вроде адекватный человек, и вдруг такое.
Открываем в Cura стандартную модель 3DBenchy.stl, в которой 11% времени тратится на ретракшены и выставляем указанную вами скорость 90 мм/с и ректакшен 0.5 мм - время печати 47 минут. Теперь пробуем штатную скорость для боуден экструдера 180 мм/с и ректакшен 3 мм - время печати 44 минуты. Так что вы не ускорили печать, а замедлили. Более того, при скорости 100 мм/с и ретракшене 3 мм - получатся те же исходные 47 минут. На боудене можно получить значительно выше скорость, а если еще рекракшен уменьшить (1 - 1.5 мм вполне реальные значения, если почитать на гитхабе дискуссии разработчиков про linear advance), то для достижения аналогичных показателей вам потребуется директ экструдер околонулевого веса, о чем я выше и написал. В более дорогих принтерах с двумя вертикальными осями и рельсами установка директ экструдера не имеет фактически никаких минусов, но в случае штатного ender 3 - наоборот.
выставляем указанную вами скорость 90 мм/с и ректакшен 0.5 мм - время печати 47 минут
опустим момент что это не реальная скорость перемещения и скорее всего на дрыгостоле на 90мм/с болтать будет как всем известная субстанция в проруби, но ок
Теперь пробуем штатную скорость для боуден экструдера 180 мм/с и ректакшен 3 мм - время печати 44 минуты
и приходит точно к тому же - из-за тяжелой массы стола весь принтер будет шатать ужас как
опустим момент что по факту печатать вы будете 60мм/с, что ускорения низкие и не получите вы фактических 90мм/с
и получится что как ни крути вы будете двигать осями не быстрее 60мм/с, что опять же поднимает вопрос - зачем на дрыгостоле боуден? в нем нет смысла - вы не можете быстрее дрыгать столом т.к. принтер будет болтаться, но если увеличите массу печатающей головы - максимальная скорость перемещения для дрыгостола не изменится, но снизится потеря времени на ретракты
В более дорогих принтерах с двумя вертикальными осями и рельсами установка директ экструдера не имеет фактически никаких минусов
консольный и сравнимый в популярности kp3s вообще второй опоры не имеет, тем не менее с директом вполне круто живет и так же можно безболезненно печатать со скоростями 60мм/с и ускорениями 1500мм/с^2, что для ультрадешевого принтера очень даже неплохо, так что и этот ваш довод не имеет смысла т.к. жесткости эндеру хватит чтоб таскать директ
я несколько раз пытался вам объяснить почему вы утыкаетесь в скорость стола, но давайте приведу аналогию
боуден в дрыгостоле - это как бежать с одной больной ногой, с одной стороны одна нога у вас может перемещаться быстро, а вторая - нет (это тяжелый стол если непонятно). потому вы будете перемещаться со скоростью больной ноги. если и вторая заболит (директ на дрыгостоле) ваша максимальная скорость перемещения не изменится, вы будете идти настолько быстро насколько позволяет нога которая сильнее болит
для достижения аналогичных показателей вам потребуется директ экструдер околонулевого веса, о чем я выше и написал
вы можете купить на алиэкспрессе дешевый шаговый двигатель формата nema14 (700 рублей) и набор шестерен от bmg (400 рублей) и распечатать подающий механизм типа sailfin/sherpa и получите очень легкую печатающую голову хоть это и не имеет смысла на эндере. достаточно классики в виде bmg и мотора-блинчика
На боудене можно получить значительно выше скорость, а если еще рекракшен уменьшить
скорость перемещения, но не на дрыгостоле т.к. стол тяжелый, болтать будет все что может болтать. вы будете печатать со скоростью стола чтоб ничего не болтало и масса на оси Х не повлияет на то что из-за тяжелого стола у вас принтер будет шататься
с учетом появления в широком доступе дешевых моторов формата nema14, легких подающих механизмов даже на остальных кинематиках боуден не дает преимуществ, разве что печать в активной термокамере чтоб не перегревать моторы и вообще не держать их в нагреваемой зоне
но это специфичный случай, для бытового применения боуден не даст плюсов. вибрации от более тяжелой печатающей головы теперь могут гасить наиболее актуальные прошивки - marlin/klipper/rrf что позволит добиться и быстрой скорости перемещения, и коротких откатов
я понимаю что вы еще недолго в теме 3д-печати и задачи у вас так сказать "игрушечные", но это не только мое мнение, а то к чему вся сфера и пришла в итоге. как более подробно донести до вас то к чему пришло или приходят куча людей из сообщества я уже не знаю
Спасибо за подробности, но вы много раз пишите про "дрыгостол", не приводя никаких фактов. Какие у вас основания утверждать, что заявленная производителем скорость 180 мм/с недостижима? Если достижима, то этот факт делает не нужными все дальнейшие рассуждения и боуден экструдер намного быстрее директа. С нашим пластиком скорость печати выше 60 мм/с не рекомендуется, зато скорость холостого хода 150 мм/с проблем с точностью не вызывает и рабочий стол прекрасно движется. Вы же утверждаете, что в слайсере Cura выставлены невозможные параметры и такая скорость недостижима на эндере.
Если вы про "Kingroon KP3S 3.0 3D Printer" - то он на рельсах и с малой областью печати, что компенсирует отсутствие второй оси. Про рельсы и директ экструдер я как раз и говорил выше, что это хорошая комбинация.
На самом деле, необходимая точность в сотню микрон смешная - можно хоть на основе крепкой картонной коробки такой принтер собрать. Когда-то я работал в оптической лаборатории над задачами интерференции и голографии, где точность нужна намного выше и ничего подобного шасси эндера у нас не было, а были станины в сотни килограмм весом и рельсы соответствующие, так что есть с чем сравнивать. Может, для вас это и "дрыгостол", но опытный техник на нем и в 50 микрон точность получит - и при хорошей скорости.
зато скорость холостого хода 150 мм/с проблем с точностью не вызывает и рабочий стол прекрасно движется
вы с какими ускорениями движетесь? так же какая максимальная скорость вбита в прошивку? если не перепрошивались то не думаю что вбиты значения больше чем тут
если ваши перемещения не с одного угла печатного стола до другого то вероятно вы не достигаете такой реальной скорости перемещения
ну и то что вы указываете в слайсере - это ограничение максимальной скорости перемещения, а не реальная скорость с которой печатающая голова будет двигаться. с низкими ускорениями вы почти никогда не будете по факту приближаться к той скорости которую указали. выставить в слайсере вы можете и 99999999мм/с, но как по факту примерно до 60мм/с на коротких перемещениях разгонитесь с низкими ускорениями так и останется
если хотите реально разогнаться - в ускорениях в слайсере задайте не меньше 3500мм/с^2 и посмотрите что будет с эндером. прям в стоковом, без input shaper, чтоб реально быстрее перемещаться. поставьте 4000мм/с^2 ускорения и скорость перемещений 180мм/с. мне даже интересно что у вас получится, хотя я и так знаю. если вы не прислушиваетесь к рекомендациям, не заглянули на тематические форумы и не смотрели видео от кучи пользователей эндеров то вперед
Отлично, это все легко проверить. Прямо в слайсере можно покомбинировать все эти значения, чтобы оценить влияние на время печати, так что если время не меняется, то и скорости/ускорения увеличивать уже нет смысла, это и будет набор параметров для проверки. Пока что все наши тесты показывают, что производитель не врет в заявленных цифрах - хотя есть множество нюансов.
P.S. Предпочитаю гитхаб разработчиков прошивки, а не форумы пользователей. Там много интересного - но все это в стоковой прошивке недоступно :) а пока очень интересно именно в стоковой протестировать - доступно ли все что производитель обещает.
в слайсере непоказательно
ставите 4000мм/с^2, скорость 180мм/с и в путь
главное модель побольше габаритом, ну чтоб 100*100мм минимум была, лучше конечно с длинными прямыми линиями на всю площадь стола. или очень сложной формы
В прошивке стоковой по максимуму ускорения выставлены, так что не напугаете :) Вот эта строчка в конфиге марлина:
#define MAX_ACCEL_EDIT_VALUES { 6000, 6000, 200, 20000 } // ...or, set your own edit limits
тогда скиньте что у вас получится при 4000мм/с^2 и 180мм/с
Да, обязательно. Пока вазы печатаются в спиральном режиме - я его таки победил - фирменным и самым бюджетным пластиком для сравнения, а как закончим, проверим скорости. Спасибо за идею!
Итак, движения каретки и стола выглядят плавно при скорости печати 90 мм/с и скорости холостого хода 180 мм/с, а перемещение на 141 мм по диагонали квадрата 100 по икс на 100 по игрек занимает 35 кадров видео (30 кадров в секунду). То есть средняя скорость перемещения 121 мм/с - при этом, при покадровом просмотре движение равномерное. Пропусков шагов нет, сопло печатает где нужно. Разгоняется за пару кадров, это около 50 мс, и все движется плавно и без шума. Похоже, что скорость холостого хода подразумевается на масштабе всего рабочего стола (220 мм по одной координате), а при движении на его части скорость пропорционально уменьшается: 141 мм/220 мм = 0.64 и 121 мм/с / 180 мм/с = 0.67 - практически идентичные значения получаются. При таком же ускорении за 100 мс принтер легко разгонится до скорости в 250 мм/с по диагонали работая тихо и плавно. И только полукилограммовый директ экструдер всю картину испортить может :)

ваш тест непоказательный
детали мелкие, на них принтер может уткнуться в минимальное время слоя чтоб не перегревать пластик
снимите это ограничение в слайсере и перезапустите
или распечатайте классическую модель для калибровки input shaper с рекомендуемыми там настройками
в стоковой прошивке он выключен, но саму модель можно распечатать и посмотреть какое там будет эхо и сдвиги слоев
и опять же, указанная в слайсере скорость это не реальная скорость печати и не реальная скорость перемещения
И только полукилограммовый директ экструдер всю картину испортить может
а килограммовый стол ничего не портит?
если взять что рывки щедрые 10мм/с от производителя и принять что на перемещение у вас выходит секунда получится что реальное ускорение около 800мм/с^2, что сходится с тем как обычно производители душат ускорения. а с таким ускорением директ который весит меньше стола ничего не испортит
поставьте 4000мм/с^2 и перезапустите без ограничения минимального времени слоя и минимальной скорости в слайсере
Если вы уже поняли, что не правы, не нужно какие-то цифры придумывать - то вам «дрыгостол» жить мешает, то теперь «щедрые рывки» от производителя с вами приключились... Мой тест показывает около 50 мс для набора скорости 120 мм/с и это означает реальное ускорение по диагонали минимум 2500 мм/с2 или около 2000 по обеим координатам. Думаю, что заметно большие реальные ускорения на марлине не выжать. В клиппере и при ускорении 5000 на эндере 3 без проблем печатают: https://www.reddit.com/r/ender3/comments/es1aah/benchy_120mms_5000_acceleration_klipper_ender_3/
Итого, мой тест и уйма опубликованных тестов для клиппера доказывают, что эндер 3 работает быстро и плавно на больших ускорениях. Вы явно передергиваете, снова утверждая, что движение рабочего стола в горизонтальной плоскости и каретки по закрепленной с одной стороны перекладине равноценны. А до того писали, что принтер на подобных ускорениях вообще развалится. Покажите же ваши тесты, где у вас с ускорением 2000 движется ваш килограммовый экструдер и даже рейка не перекашивается?



ну да, печатают с 5000мм/с^2
с директом) перейдите по своим же ссылкам и посмотрите. примененный апгрейд - директ из стокового мотора)
еще один апгрейд - второй упор оси z, реализация весьма дешевая. еще дешевле - перейти на ремни
Покажите же ваши тесты, где у вас с ускорением 2000 движется ваш килограммовый экструдер и даже рейка не перекашивается
у меня нет эндера, но есть kp3s консольный. вполне норм печатает. и да, я напечатал ради забавы тот через без увеличения в размере. дичайшее количество откатов, но все прошло без проблем) напечатайте тоже и посмотрите дойдет ли до конца
Мой тест показывает около 50 мс для набора скорости 120 мм/с и это означает реальное ускорение по диагонали минимум 2500 мм/с2 или около 2000
ок, проведите тест на 4000мм/с^2 с убранными ограничениями на минимальное время слоя и минимальную скорость печати до которой принтер будет тормозить
то что клиппер так бодро бегает - заслуга input shaper. на марлине экспериментально он тоже теперь доступен
А до того писали, что принтер на подобных ускорениях вообще развалится
без input shaper будет близок к этому. если вы не перепрошивались то пока что он вам недоступен
и вы немного уходите в сторону - я изначально утверждал что боуден на дрыгостоле не имеет смысла т.к. стол тяжелее чем экструдер) я не утверждал что эндер не сможет печатать быстро. просто когда увеличите ускорения у вас принтер начнет скакать из-за стола, а не из-за экструдера. но не будет скакать при настроенном правильно input shaper
Покажите же ваши тесты, где у вас с ускорением 2000 движется ваш килограммовый экструдер и даже рейка не перекашивается?
вы сами показали в своих же ссылках) жесткости хватит и с 1 винтом, можете и сами проверить разово нагрузив той же массой что как имеющийся шаговый двигатель и комплектный фидер. если нормально настроены колеса на каретках то ничего не перекосит
Так выше я и писал, что директ не имеет смысла без второй оси :) На самом деле, еще и рельсы понадобятся, потому что колесики будут быстро стираться и перекашиваться или застревать, если это не разовый тест скорости, конечно же (они и так истираются со временем). Большего ускорения в стоковой прошивке у нас не получается, впрочем, и в слайсере при изменении параметров время печати фактически не меняется. Результат теста как раз совпадает с указанным производителем, если пересчитать на размер всего стола.
Крепление рабочего стола нет смысла сравнивать с креплением каретки, когда мы обсуждаем вертикальный перекос при креплении только с одной стороны, этого с рабочим столом не может быть by design. На рабочем столе еще и модель в пару килограмм может ездить. При движении каретки с ускорением инерция каретки приводит к смещению и изгибанию вертикального фрейма и в нем возникают упругие колебания, которые раскачивают каретку вместе с ее креплением по всем осям (часто пишут про 40 Гц резонанс). Есть варианты как с этим резонансом бороться программно (контролируя изменение ускорений) - реализация называется input shaping - но это никак не поможет балансировать центр масс каретки, который у вас неведомо где расположен (и вы об этом никогда даже не задумывались). Так что физику не обманете, и наличие input shaping само по себе всех проблем не решает, как вам того хочется.
Так как насчет теста вашей конфигурации? Например, 80 микрон толщина слоя и скорость печати хотя бы 120 мм/с, скорость холостого хода 180 мм/с, время несколько часов или более, сколько вас не затруднит.
На самом деле, еще и рельсы понадобятся, потому что колесики будут быстро стираться и перекашиваться или застревать
если дешевые рельсы то это лотерея, и может достаться экземпляр который из коробки в одном месте застревает, в другом люфтит. рельсы с гарантированно хорошим качеством обойдутся дороже всего эндера. а выработка колес - не проблема, они дешевые и заменяются легко. и если не перетягивать то их хватит очень надолго
На рабочем столе еще и модель в пару килограмм может ездить
ага. которая будет ограничивать скорость и ускорения перемещения стола чтоб его не перекосило и чтоб вертикальные стойки так же не болтало. и эти скорости и ускорения, примененные для директа, не будут оказывать критичного влияния на качество печати т.к. все опять же упирается в массу движущегося стола
Так что физику не обманете, и наличие input shaping само по себе всех проблем не решает, как вам того хочется
да, не решает, но позволяет существенно разогнать принтер, сохраняя приемлемое качество печати. а в вашем свежем тесте из новой статьи выпирают углы из-за отсутствия или некорректной настройки linear advance. и пропуски на температурной башне, фидеру тяжко проталкивать пластик. так же плоская поверхность по той же причине с неровной укладкой
Так как насчет теста вашей конфигурации?
Зачем? я протестировал все что можно и нашел оптимальные скорости/ускорения для своего экземпляра, 1500мм/с^2 и 60мм/с с соплом 0.4мм. могу скинуть фото с самосбора на 5000мм/с^2 и 120мм/с, но это никак не поможет т.к. там corexy и директ с bmg, а в текущий момент принтер дорабатывается
наша дискуссия тянется слишком долго. тем более сами же скидываете ссылки на экземпляр с директом который быстро двигается. и тратит мало времени на откаты. с боуденом тоже двигал бы быстро, но тратил бы время на откаты
в общем печатайте как хотите и на чем хотите, если вас качество и ассортимент возможных материалов устраивает - почему бы и нет
Что достижимая скорость печати в боуден-конфигурации выше, это очевидно - значительно меньший вес печатающей головы, притом, еще и центр масс производителем отрегулирован (при покадровом просмотре видео печати легко оценить). Модификации приводят смещению центра масс и перекосы самой головы на роликах, возникновению вибраций и так далее - плюс еще и кратно больший вес добавляется. Исправить это возможно, но ни в одной из самоделок я не видел даже попытки измерить положение центра масс и вычислить силы, действующие при перемещении на трех упругих роликах (на рельсах все просто - там центр тяжести приходится на каретку рельса, а она сделана так, чтобы не допускать перекосов). Поэтому механически штатный боуден намного лучше всех самодельных директов, с точки зрения физика они ужасны. Я понимаю, что вас это вовсе не волнует, но для обучения механике это просто антипримеры.
Что касается реального использования, то при хотэнде Creality Spider 3.0 (боуден) результаты идентичные Sprite Extruder Pro (директ) публикуют. При этом, директ уже в комплекте с системой охлаждения идет и креплением для CR Touch, а для боудена еще нужно что-то придумывать или покупать. Но это никак не проблема Bowden экструдера как технологии. Гибкие пластики и на боуден конфигурации отлично печатают, производителем это заявлено и миллионы проданных бюджетных боуден принтеров печатают всеми поддерживаемыми пластиками по всему миру каждый день. Всему этому и стоит учиться, чтобы дети не верили потом благоглупостям в интернете.
И как-то затерялось мое замечание про то, что при каждом застревании филамента в экструдере вам весь ваш директ придется разбирать - при тестировании дешевого филамента у нас это происходило постоянно, пока мы настроили экструдер, ток его мотора, поменяли держатель катушки и так далее. А у нас еще сотни всяких тестов впереди :)
Если бы мы хотели как проще - так взяли бы Prusa, с рельсами и всем прочим "из коробки". Вот только наверняка после этого дети не будет способны спроектировать 3д принтер самостоятельно.
Почему сразу ценой половины принтера? Цена 100 - 150гр пластика + ваше время и исследование вместе с вашими учениками. Распечатайте директ титан экструдер, в программе в которой моделируйте сделайте крепление. Делали используйте от вашего имеющегося фидера.
Конечно, можно переделать имеющийся экструдер в директ, так многие и делают. Но выше мне писали про директ экструдер, который не снижает скорости печати - то есть он должен быть намного легче (и с соответствующей ценой). Разумеется, если речь только про скорость, это не имеет смысла - с боуден экструдером можно печатать быстрее, несмотря на ретракшены.
вы попробовали печать с 4000мм/с^2 и 180мм/с? если да то интересно как высоко подпрыгивал принтер в процессе
Я помню про тест, но мы еще не успели. Сейчас тестируем три новых разных филамента, для каждого нужно пачку тестов сделать - расстояние ретракшена, измерение потока и температур печати, да и просто что-то большое напечатать для визуальной оценки. Как закончим, перед заменой матплаты сделаем и тест на скорость.
Смотря что печатать. Я лично смирился с тем что на таком 3д принтере что то красивое не распечатать, и печатаю на нем исключительно утилитарные вещи, в 95% вообще без ретрактов. По большей части иза прочности, лучше склеить из плоских деталей чем печатать целиком, межслойная адгезия слабовата.
Да и не вижу смысла печатать фигурки и прочие игрушки, на раз два побаловаться интересно но потом они пыль собирают.
Поэтому у меня большой принтер, 40 на 40 или около того.
Как видите директ не для всего подходит. Везде свои плюсы минусы.

Для начала мы успешно напечатали уменьшенную модель подвижной змейки Articulated Snake v8, которая требует уймы ретракшенов подряд, но теперь это совсем не проблема:
ретрактов же) ну и тест непоказательный т.к. на вашей же фотке есть куча достаточно плоских мест где поток успеет выровняться. попробуйте так же напечатать без проблем pla пластиком дырявые модели, вот там реально будет показательно
Как оказалось, этого более чем достаточно, чтобы получить сравнимое качество печати
смотря какие ваши требования. технические детали где нужно чтоб углы не сильно выпирали на боудене будет сложнее получить, так же ооочень геморно печатать мягкими флексами, а это иногда может быть нужно. средней мягкости еще можно в боуден пропихнуть
не понимаю почему вы не поставите нормальный директ. в сети есть модификации чтоб из штатного боудена сделать директ, а на дрыгостоле боуден вообще не имеет смысла - вы все равно не сможете дрыгать осями быстрее чем дрыгаете столом, зато получите преимущества в виде более коротких откатов, меньшей вероятности термических пробок, работающий стабильно pressure advance и менее проблемную печать гибкими филаментами
а еще для меня не очень понятно как вы двигатель экструдера довели до того чтоб он так грелся, вероятно пережали и движку трудно прокручивать вал
а еще для меня не очень понятно как вы двигатель экструдера довели до того чтоб он так грелся, вероятно пережали и движку трудно прокручивать вал
Или собрали принтер и прикрутили всё кое как, не выравнивая, в итоге рама буквой зю вместе с ходовым винтом, вот мотор и офигевает его прокручивать
p.s.
Чёт тупанул, перепутал движки фидера и оси Z. Может просто в куре неправильные настройки, толщина сопла например задана больше фактической и он не может продавить
Вот вам еще фото:

Нам интересно получить качественную печать с тем, что есть. На стоковом Эндере 3 отлично можно печатать, уйма обзоров и фото есть - и мы хотим разобраться. Принтер можно купить, скажем, от Дремел - просто ящичек типа микроволновки, откуда забираешь готовую деталь и думать не надо.
Про двигатель все же рассказано - его ток штатно выставлен на максимум и установлена жесткая пружина для прижатие филамента.
Лучше покажите фото фидера после нескольких часов работы.
Если опять все обсыпано крошкой пластика, то фидор в помойку!
Как грыз пластик, так и грызет

даже на этом фото видно что углы выпирают и выпирание слоев после прохода углов, это видно на правом верхнем кубике. так же поверхность может быть получше
я не то чтоб придираюсь т.к. критерии качества у всех разные, но если вы перенесете имеющийся экструдер со штатным двигателем и сделаете директ - даже без покупки bmg это даст те преимущества что перечислял в комментарии выше и не будет противоречить вашему принципу доработки. Хотя вы уже докупили металлический экструдер и держатель катушки, этого хватило бы на классику в виде bmg с мотором-блинчиком
ну и попробуйте на боудене напечатать вот эту модель например
Вы про сундучок? Так там же на модели сделаны как бы металлические полосы по краям, конечно, они выпирают - дизайн такой. Кубик с фото идеально ровно прилегает к поверхности стола, углы в полном порядке.
Так нам ничего не мешает в будущем поставить и директ экструдер, если будет в том интерес - главное, чтобы дети детально уяснили себе принципы работы каждой детали, пути настройки и улучшения.
О, за маску спасибо, обязательно напечатаем! Дети уже неделю маски хотят напечатать :)
нет, я именно про кубик - углы не совсем прямые, а выпирают, так же выпуклость по периметру в районе верха буквы Х
если вы хотите именно чтоб до каждого винтика усвоили что да как работает то готовый принтер не лучший выбор. довольно бюджетным решением будет какой-нибудь корпус BLV Mgn Cube и все остальные детали к нему, все на алиэкспрессе есть. получится почти самосборный где будете знать все что можно. лучше конечно самосборный, там вариантов улучшения будет еще больше и разбираться будет интереснее
Это результат неравномерной толщины филамента - никаким экструдером скомпенсировать невозможно. Вот, скажем, внезапная смена цвета филамента, это никак не проблема принтера:

Да, тут еще и множество мелких пузырьков на поверхности - это филамент полежал ночь в комнате, а не в коробке с силикагелем.
Что касается самосборного принтера - скорее всего, дети потеряют интерес прежде, чем его соберут и хоть что-то напечатают. Я уже писал, что многие выпускники технических вузов не умеют работать руками, а вы от детей младшего школьного возраста ждете самосборного принтера с нуля!
Это результат неравномерной толщины филамента
нет, те дефекты на которые я указал последствия ненастроенного linear advance. на боудене тоже можно его настроить, но фидер будет сильнее напрягаться
Вот, скажем, внезапная смена цвета филамента, это никак не проблема принтера
это так же проблема боудена и того что в стоке там по идее трубка доходит до сопла. люфтит фитинг - появляется зазор между трубкой и соплом. вот и причина внезапной смены цвета. у вас же не было на катушке участка где филамент черного цвета на белой катушке
Да, тут еще и множество мелких пузырьков на поверхности - это филамент полежал ночь в комнате, а не в коробке с силикагелем
это не нейлон который перед каждой печатью нужно сушить. pla столько не впитает за ночь
по поводу самосборного - соберите сами, из кучки запчастей это дело пары вечеров, покажете детям и поясните что да как работает
Какой там linear advance в стоковой прошивке. А открытая на этой матплате не работает с CR Touch. В общем, пока все изучаем на штатной прошивке, после перейдем на открытую - будет что сравнить, одна калибровка температуры сопла и рабочего стола чего стоит.
Катушка вообще-то серая (grey), но печатает то серым, то белым, то вот даже черным.
Этот PLA впитывает, E-step при калибровке отличается до 10% при хранении в комнате и в ящике с силикагелем. У нас дом, а не квартира, но все равно перебор. И все же даже таким бросовым пластиком можно печатать и даже неплохо печатать. Ну а на фирменном пластике многие проблемы маскируются, так что даже на так себе настроенном принтере может показаться, что все нормально. Понятно, что после хорошего пластика с таким возиться уже не захочется, так что мы с него начали.
Думал о таком, но в итоге с сыном посмотрели несколько роликов по Ender 3 на ютубе, где все показывают и он был уверен, что сам все соберет. И собрал. Да и полезно увидеть, как производитель буквально на всем экономит и все же устройство неплохо работает, а потом по шагам улучшать результаты.
А открытая на этой матплате не работает с CR Touch
ну и выкиньте его, на такой площади печати с ультрабазой в комплекте и нормальными пружинами вручную откалибруете и до смены сопла трогать не придется. после смены можно будет сначала babystepping использовать, потом задать z-offset и все будет нормально печатать. маловероятно что у вас стол настолько неровный что на такой площади перекосит стекло настолько что печатать без CR Touch будет нельзя
Катушка вообще-то серая (grey), но печатает то серым, то белым, то вот даже черным
пересоберите хотенд и отрежьте ровно трубку со стороны сопла, судя по всему там застревают ошметки от прошлых печатей
У нас сейчас CR Touch как z-limit switch работает. Печатать можно с ручным выравниванием, конечно. Стекло не очень ровное, но терпимо. Скоро матплата на замену приедет, попробуем, работает ли CR Touch вообще (отладочная информация в столовой прошивке заблокирована, так что ничего посмотреть сейчас невозможно). Я по шагам запланировал, что когда делать, спешить нам некуда.
Эээ, мы до того коричневым печатали. Да и трубка ровно отрезана - мы при сборке сразу стоковую на Capricon меняли. Все же думаю на филамент. Будем наблюдать.
Проверил модель - слайсер показывает уйму ошибок, так что качественно ее не напечатать просто из-за низкого качества модели. Причем тут экструдер?
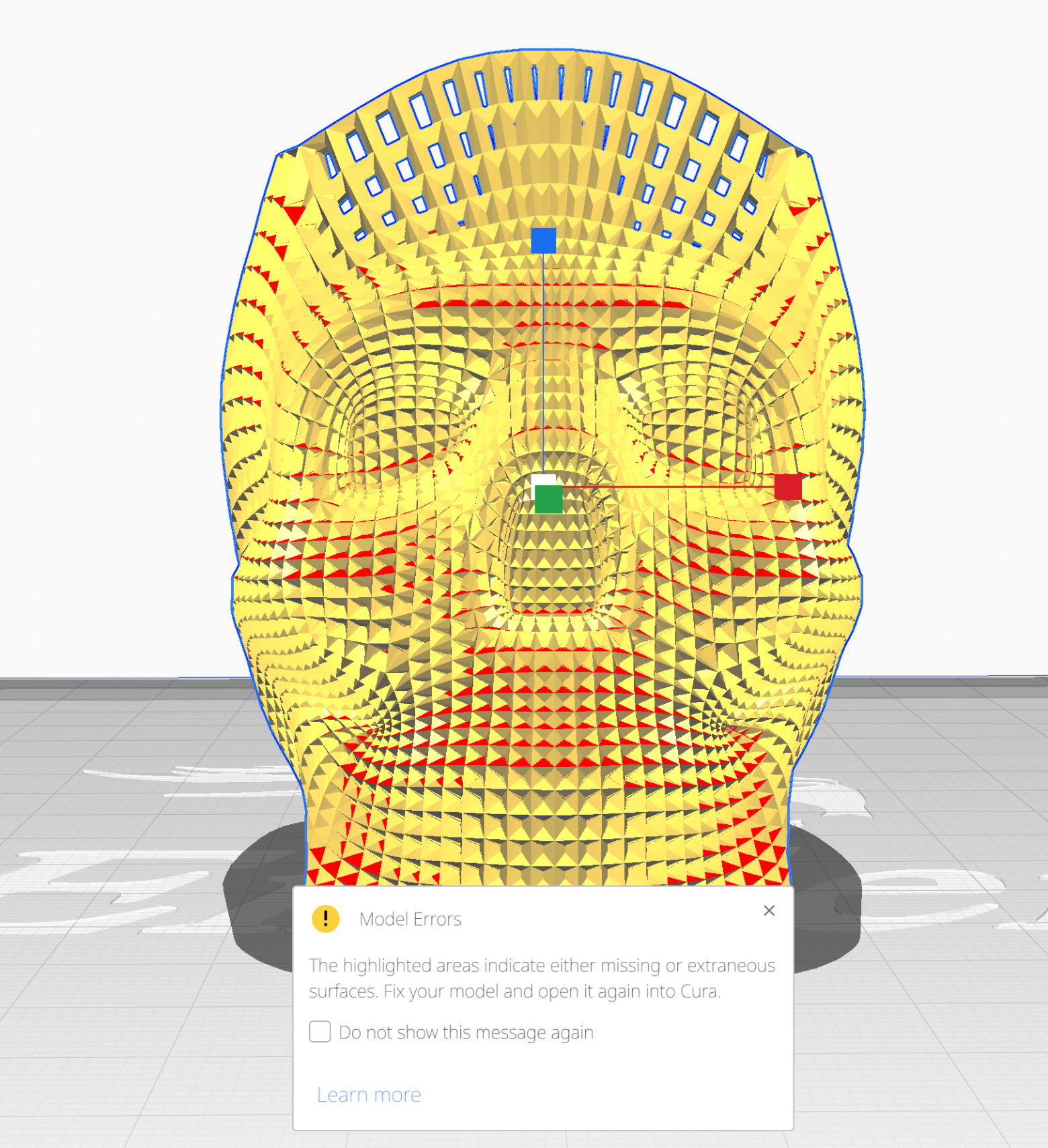
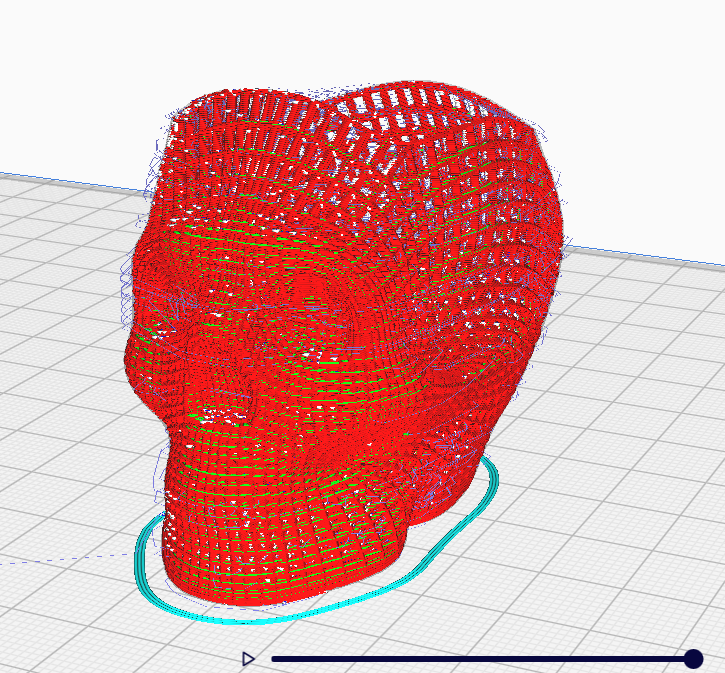
игнорируйте это, она нормально нарезается
экструдер тут будет влиять на то что у вас боуден, а здесь огромное количество откатов и почти нет больших поверхностей как на ящерке, потому с большой вероятностью у вас печать запорется
Нарезается тоже не очень-то нормально:
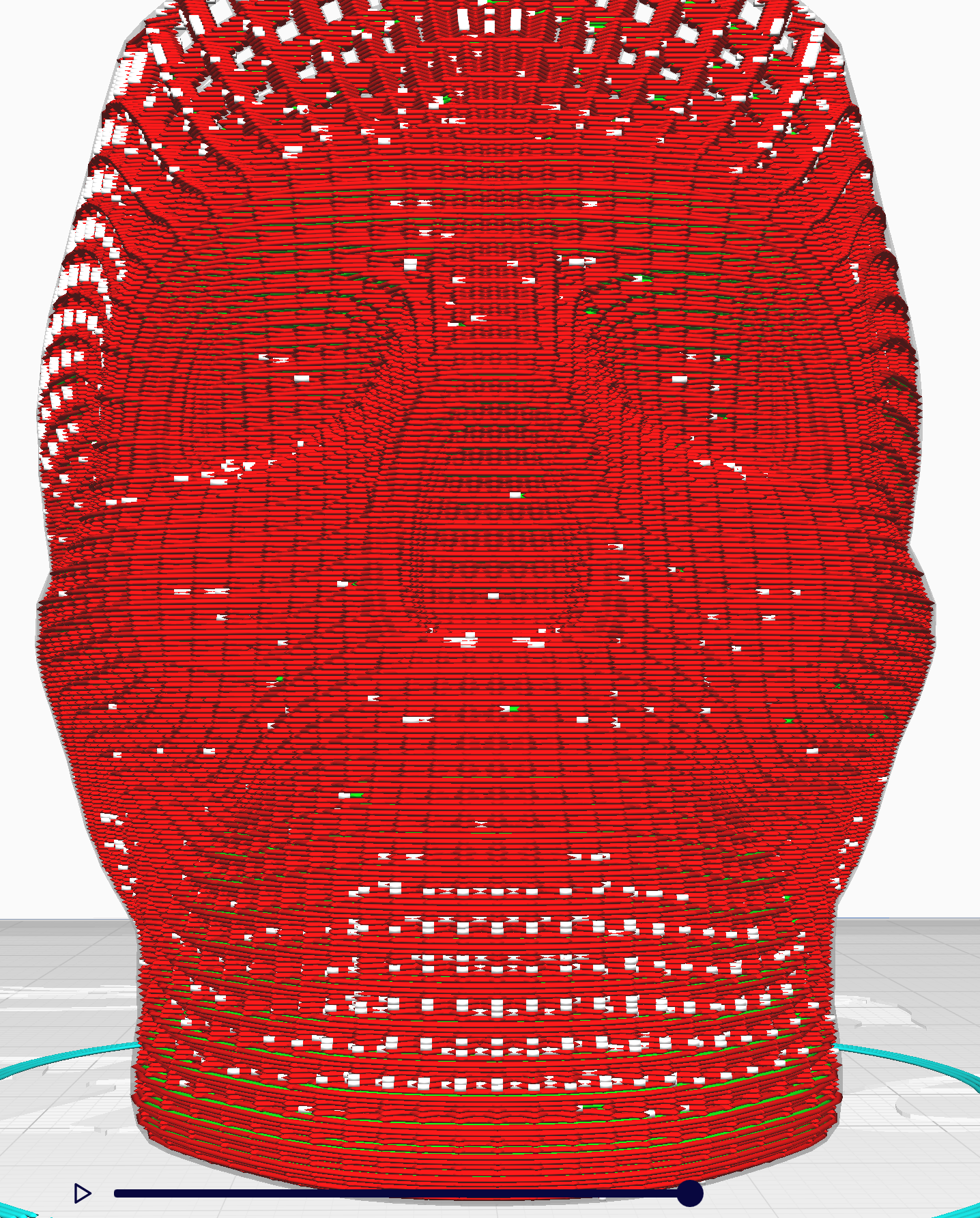
Вразнобой идут ячейки заполненные и пустые, не красиво.
для теста это не имеет значения. боуден до конца с большой вероятностью не доведет печать. особенно с непрямой обрезкой трубки в хотенде
и с хиленьким штатным охлаждением
и люфтами в фитингах
и пережатым валом шаговика на экструдере
Если по ретракшенам модель выбирать, бутылка Клейна вполне себе печатается:

не только по ним, тут есть длинные контуры которые дадут потоку выровняться и откатов не так много как в черепе
попробуйте ее для теста, не так показательно но пойдет
Так печатали уже :) Фото показывать не буду, потому что это наша первая печать в чехле и там все перегревалось, а мы даже открыть клапан сверху не могли, поскольку кот в него норовил залезть. И все же даже так модель напечатана целиком, хотя во многих местах пластик из-за перегрева заметно провис. Кстати, в мелких змейках и осьминогах ретракшенов подряд очень много - там при печати верхней половины модели по несколько отдельных точек ставится на каждом позвонке, так что ретракшенов много, а прокрутки филамента почти что нет.
это все равно немного не то
вот еще пример - https://www.thingiverse.com/thing:303842
ну и вообще в подобной стилистике модели можно попробовать, интересно смотрятся и показательны. хотя если ничего подобного печатать не будете и флексы тоже не будете использовать, и техничку тоже чтоб была важна более-менее точная геометрия и текущее качество устраивает то можно и не трогать ничего
хотя фитинги имеют свойство разбалтываться, трубка у сопла со временем деградирует, так же любой косяк производителя пластика в трубке 1.9мм приведет к тому что его будет не протолкнуть в трубку
в общем если и сейчас пока он свежий на боудене норм со временем проблем огребете с ним
Модели в стиле полигонов Вороного попробуем обязательно.
Насчет разбалтываться - это интересно будет посмотреть, как пойдет. Capricon трубка не должна при 200 градусах деградировать, она на температуры намного выше рассчитана. Косяк производителя пластика в директ экструдере приведет к переборке вообще всей печатающей головки от экструдера до хотэнда, в боуден варианте это решается куда как проще. Скорость печати опять же у боуден экструдера выше, с директом вы на такой скорости весь принтер разнесете (если мы про один и тот же принтер для обоих случаев говорим). Пока, получается, вы сравниваете дешевый боуден с дорогим директ и говорите, что у последнего качество выше - ок, но причем тут тип экструдера?
у вас на боудене откат 2-3мм в лучшем случае
в директе будет 0.4-0.6мм
в дрыгостоле вы упираетесь в массу стола, директ даже с большим движком будет весить легче
то что вы установите скорость перемещения по оси х выше в таком варианте не имеет значения, выигрыш на откатах будет больше
в случае директа если брать бмг - то там просто протолкнет или сгрызет на входе, лечится так же
а вот гибкие и мягкие филаменты на боудене будут совсем недоступны
так же очень важно настроить компенсацию давления если хотите чтоб деталюхи вставали на свое место и не было выпирания слоев, чтоб он работал на боудене то придется занижать скорость перемещения и все преимущество от более легкой головы теряется
а сравнивал я текущий боуден и директ из тех же запчастей, например вот - https://www.thingiverse.com/thing:3386628
Здоровенный движок экструдера, катающийся на большой скорости по закрепленной с одной стороне каретке, движущейся вверх и вниз, вас не смущает? Да хоть в бетонную тумбу залейте раму принтера, каретка перекашиваться будет.
Смотря какой пластик, бюджетный просто сомнется внутри, как у нас было при перетирании. Если вы исключительно про фирменный пластик - так с ним и боуден экструдер работает лучше. Гибкий пластик тоже печатают на боуденах, вопрос выбора скорости печати и ретракшена. Возможно, наш PLA и так мягче ваших мягких филаментов :)
Если уж вы linear advance упоминаете - зачем вам вообще ретракшены нужны?
вы не сможете двигать быстро - вас стол ограничивает
максимум вашей скорости перемещения - это скорость стола
экструдер все равно будет весить меньше чем стол
я печатал и ноунейм катушками которые полгода лежали в пыли, на боудене застревали, на директах все норм, про термические пробки уже и забыл
Гибкий пластик тоже печатают на боуденах, вопрос выбора скорости печати
напечатайте tpu от fdplast на боудене, я хотел бы на это посмотреть. от solid filament и сам печатал, но он достаточно твердый
linear advance не связан с ретрактами, это разные штуки
linear advance компенсирует перепад давления в экструдере на поворотах, откаты же не дают пластику выливаться во время холостого хода
подтяните теорию, на текущий момент я вам пересказываю проблемы с которыми сталкивался сам, с которыми сталкивались многие люди в сообществе, так же и проблемы которые давно известно как решать
вы не сможете двигать быстро - вас стол ограничивает
максимум вашей скорости перемещения - это скорость стола
Стол движется на жестко зафиксированной станине, а директ экструдер - на болтающемся с одной стороны профиле. Скорость стола может быть в разы выше, чем скорость экструдера. Более того, это еще лучше решается в CoreXY компоновке принтера, а директ экструдер все равно как гирю таскать приходится.
В теории, ретракшены вообще не нужны - если управлять давлением пластика, а не выполнять бинарные операции вперед-назад. И авторы прошивки Marlin с вами не согласятся: https://marlinfw.org/docs/features/lin_advance.html
... once Linear Advance is calibrated and working well. It may even be as low as 0, since pressure control reduces the material pressure at the end of a line to nearly zero.
И авторы прошивки Marlin с вами не согласятся
в чем не согласятся? в том что этот алгоритм компенсирует давление и убирает ярко выраженные дефекты про которые я писал ранее - выпуклые углы и неровная верхняя поверхность?
почитайте сами эту же документацию внимательно, там про перепады давления во время движения идет, даже схема нарисована что происходит с линией, так же есть отдельный пункт про боудены
Выше вы писали, что linear advance с ретракшенами не связан, а авторы Marlin утверждают, что с linear advance ретракшены можно вовсе отключить. Не видите противоречия? :)
говорю же, прочитайте внимательно документацию
Recheck retraction distance, once Linear Advance is calibrated and working well. It may even be as low as 0, since pressure control reduces the material pressure at the end of a line to nearly zero.
оно может быть даже таким как 0
на боудене оно не будет, возможно на нетекущем материале типа абс на директе с очень коротким расстоянием от подающих шестеренок до сопла, например biqu h2 или титан аэро. это не значит что настройка этой функции позволит печатать без отката на любом принтере
нет противоречий, оно косвено влияет на ретракт
документация никак не противоречит моей фразе
linear advance компенсирует перепад давления в экструдере на поворотах, откаты же не дают пластику выливаться во время холостого хода
потому что это и есть описание функций linear advance и отката
изучите теорию, посмотрите обучающие видео, разберитесь сами как это все работает. все давно описано и ничего сложного в этом нет
С linear advance вполне реально настроить для боуден экструдера такую же дистанцию ретракшена, как и у вас сейчас. Вероятно, без linear advance у вас ретракшен будет как у нас сейчас. Так где преимущество-то директа? Вот поставить экструдер с нулевым ретрактом - да, интересно. Но я пока не видел, чтобы для какого-то экструдера обещали такую фичу.
P.S. Вы уже ссылаетесь на теорию, и это после того, как я показал и объяснил вам документацию на вашу любимую фичу в вашей прошивке Marlin - не надо так, некрасиво получается.
некрасиво опровергать тезис который я не заявлял
С linear advance вполне реально настроить для боуден экструдера такую же дистанцию ретракшена, как и у вас сейчас
давайте 0.4мм на pla, интересно посмотреть как это у вас получится
Вероятно, без linear advance у вас ретракшен будет как у нас сейчас
не будет, без него - 0.6мм
Так где преимущество-то директа?
более короткие откаты, более низкий коэффициент linear advance (описано в документации), отсутствие люфтов в фитингах, возможность печатать более гибкими филаментами, меньшая вероятность термических пробок, выше реальная скорость печати (не перемещения печатающей головы)
извините, но мне надоело пытаться донести свои мысли когда вы не хотите слушать. со временем придете к директам или будете довольствоваться печатью с теми дефектами что я перечислял. можете изложить свои мысли на специализированном форуме, например 3dtoday.ru и услышать другие мнения по поводу ваших доработок
За подсказки спасибо, а для оценки данных мало. Скажем, с высококлассным хотэндом к боуден экструдеру по отзывам нет никаких термических пробок, трубка не прогорает (потому что она в горячую зону не входит) и проч. Да, директ экструдеры ценой как принтер эндер 3 (в районе 100$) предлагают легкий мотор, классные вентиляторы и так далее - но сравнивать их со стоковым копеечным боуден экструдером нет смысла. Адаптировать стоковый боуден в директ тем более выглядит способом собрать все недостатки разом.
Мне кажется, что менять бы стоило на BMG, как минимум.
Такая замена мало чему научит, там уже все продумали за нас.
А чему научила замена на металлический фидер?
Можно было и на пластиковом винт покрутить
Проверили и настроили ток двигателей, наладили температурный режим их работы, разобрались со связью жесткости пружины и нагрева двигателя и перетирания/расплавления пластика, нашли, что катушка разбалтывает принтер... Думаю, это отличные знания и умения для детей до 10 лет - когда я в университете студентам-радиофизикам преподавал, многие из них даже в магистратуре не могли с подобными вещами разобраться самостоятельно.
Катушку с рамы принтера убрать нафиг, её веса на такой высоте достаточно для раскачивания даже с подшипниками, особенно при печати высоких узких моделей.
Судя по фотографии вазы, этот пластик нужно выкинуть и забыть как страшный сон.
Завышенные токи с завода — классика, это можно чуть ли не в первую очередь проверять.
Сегодня вы поняли, что трубка расходник. Скоро придёт осознание, что фитинги и сопла тоже расходник. И покрытие стола.
С двумя вроде как есть свои проблемы, мы смотрели на ютубе ролики, там рекомендуют у шестерней нутро высверливать и втулки свои вставлять, не хочется пока этим заниматься. Ну, это про бюджетные, конечно. Если что-то конкретное порекомендуете, посмотрим.
С подшипниками и в центре рамы катушка больше не раскачивает принтер, а если рядом ставить - в чехол защитный не влезет.
Пластик тот еще, но для тестов - как раз. Мы теперь и нормальный филамент будем с силикагелем в коробке хранить, тоже не помешает :) Опять же, явно штатный вентилятор не справляется с охлаждением - а с фирменным пластиком об этом можно вовсе не узнать.
Сопла - сразу 5 штук прикупили запасных, товарищ опытный посоветовал. Фитинги не очень нравятся, но лучших пока не нашли, так что в комплекте с Capricorn трубкой пару запасных взяли.
Стеклянный стол довольно устойчив к невзгодам жизни, только тяжелый и кривой. Если стальную гибкую пластину с покрытием брать - надо будет поаккуратнее, но это не раньше, чем с автовыравниванием разберемся (в процессе еще не раз сопло может проскрести по столу).
Защитный чехол это пылевик или пассивная\активная термокамера?
У вас ультрабаза, она банально обдирается со временем, а само стекло начинает выкрашиваться. Можно взять гибкий стол на магните или адгезивную наклейку.
Я использую наклейки типо таких и меняю где-то раз в пол-года aliexpress.ru/item/4000804061811.html
В катушке 330 метров, так что несколько километров - это лишь десяток катушек. Но все же - шестерни пока не разбалтываются? Вероятно, с мягким PLA это вовсе не должно быть проблемой, чем вы печатаете?
Речь про несгораемый чехол «CREALITY 3D Printer Enclosure», там есть клапаны, если нужно PLA печатать, а можно закрыть полностью для ABS и прочих. Хочется и защиты от пыли, и потише в нем работает, и кот не влез чтобы. Впрочем, сегодня вообще во двор под навес принтер поставил для тестовой печати.
Стекло для начала удобно, когда из-за проблем с прошивками и слайсерами порой сопло в него утыкается - стеклу не вредит. Скажем, g-code из prusaslicer вбивает сопло в стол, игнорируя z-offset выставленный в прошивке. Потом надо будет поменять стекло на что-то более легкое и ровное, но мы еще не выбирали на что, так что спасибо за ссылку.
Печатаю PLA и PETG. Износа шестерней не наблюдаю на данный момент.
Пассивная термокамера значит.
Для прюши, да еще и с мозгами в подвале, может быть проблемной. Если нацелились на ABS или еще чего подобное, то лучше уж отдельный кубик под это купить.
Это не замена стекла, это наклейка на стекло.
Если хочется прям совсем поменять, то можно сделать сендвич из 220-вольтовой силиконовой грелки, алюминиевого стола и зеркала. Если вам нравится печатать на стекле.
Ну или магнитный столик с покрытием PEO, PEI и т.д.
Ясно, отлично. Впрочем, наш экструдер теперь нареканий не вызывает, даже трубка в фитинге больше не болтается. Пока что мы все замены делаем по принципу найти и идентифицировать проблему и поменять на аналогичную запчасть от производителя, только качеством поприличнее. Когда каждую деталь изучим, можно будет уже и сторонние компоненты попробовать.
Планируем только PLA печатать пока, да и то можно на улице пока, но в сезон дождей придется печатать только дома.
Магнитный столик выглядит интересно, чтобы без проблем снимать с него мелкие детали, просто согнув съемную подложку.
Бедный и нещщастный эндер 3. Статья попалась на глаза при 95% завершении 7,5 часовой печати шестеренок для моего домашнего проекта планетарного редуктора. Пошел трогать вал привода филамента и моторы. Все чуть теплое. Принтер куплен в 19 году, собран по цветной прилагаемой инструкции и все, все, Карл! Никаких настроек, подстроек, улучшайзингов и т.д. Все остальные статьи про улучшайзинг этого девайса от того, что купив за десять тыщ руб от него хотят как от за сто тысяч руб. Это чисто мое имхо, я бы и не написал пост, просто вот он под ухом жужжал я и не выдержал))
«Есть нюанс» (с) Для Ender 3 допустимая скорость печати какая? А для Ender 3 v2 заявлена высокая скорость 180 мм/с и производитель выжал максимум из всех двигателей, установив на них предельный ток.
Вот про нюанс я написал, что хотят как за сто тыщ))
Так кто хочет-то, если установил такие настройки сам производитель, а вовсе не пользователи?:) Ender 3 тоже отлично продавался, значит, пользователям хватало скорости.
чтоб эндер в любой вариации мог на 180мм/с печатать и результат не был похож на бесформенный сгусток пластика нужно поставить или клиппер или rrf и настроить input shaper
в марлине оно пока экспериментальное
по другому добиться нормальных ускорений не особо получится, ну если только полностью переделать
с родными ограниченными ускорениями до этой скорости ни на одной из осей вы не разгонитесь. производители намеренно душат ускорения чтоб из коробки получалось приемлемое качество
Стоковый Anycubic 4Max (не ПРО), периодически лень даже пыль сдуть - но печатает по требованию, как танк, безотказно :D Надо бы перебрать да смазать, 4 года уже трудится...
Бюджетный 3D принтер как конструктор. Заменяем экструдер на металлический и получаем профит