SLM технология в современном мире используется для печати деталей там где традиционное производство литьем не применимо. Для фрезеровки также много ограничений. Например опалубка для литья деталей практически не приемлет сложной архитектуры внутри стенок изделия. Также и фрезеровка не годится для обработки наполнения внутренностей фрезеруемой детали. Приведу пример на обыкновенной кастрюле, что если кастрюля должна иметь трубки по которым циркулирует охлаждающая жидкость внутри стенок? Наиболее простой и дешевый способ изготовить отдельно кастрюлю и приварить к ней трубки. Так как фрезеровать или вылить из метала такую емкость или кастрюлю практически невозможно, на помощь приходит 3д печать металлом. Обычно используют технологию SLM послойное спекание порошка из определенного сплава. Но до сих пор технология была сильно ограничена по размерам выращиваемой детали. Представим, что мы хотим печатать макрообъекты такие как самолет, печатая частично и оборудование которое уже закреплены на своих местах. Различные вентиляционные системы, кабель‑каналы, трубки для гидравлики, переборки различных отсеков. Все это возможно, так как технология SLM для этого очень хорошо подходит. Но есть два препятствия на пути такого макро принтера. Первое это бункер с порошком, бункер должен иметь возможность выдерживать огромный вес и при этом очень точно опускается и менее точно поднимется. Второе это лазерная установка, которая должна покрывать всю печатаемую площадь, иметь реалистичную стоимость, быть ремонт пригодной, одним словом, практичной в использовании. Об этом моя работа.
Принтеры SLM (Selective Laser Melting) для 3D печати металлами имеют ряд преимуществ и недостатков. Вот основные из них:
Плюсы:
Высокая прочность деталей: поскольку SLM плавит металлический порошок, создаваемые детали обычно более прочные и плотные по сравнению с другими методами 3D печати.
Сложные геометрии и дизайн: SLM позволяет производить сложные геометрии и внутренние структуры, которые невозможно создать традиционными методами производства.
Материальная эффективность: в процессе SLM используется только необходимое количество материала, что снижает отходы.
Выбор материалов: принтеры SLM могут работать с различными металлами, включая титан, нержавеющую сталь, алюминий и многие другие.
Точность и детализация: SLM обеспечивает высокую точность и детализацию деталей.
Минусы:
Высокая стоимость оборудования и эксплуатации: SLM принтеры и материалы для них дороги в приобретении и обслуживании.
Ограничения размера: существуют ограничения на размер печатаемых деталей из-за размера камеры принтера.
Необходимость после печатной обработки: часто требуется дополнительная обработка, такая как термическая обработка или шлифовка.
Время производства: процесс печати на SLM принтерах может быть длительным, особенно для сложных деталей.
Проблемы с безопасностью и здоровьем: работа с металлическими порошками и лазерами требует строгих мер безопасности и может представлять риски для здоровья.
Эти характеристики делают SLM принтеры идеальными для специализированных применений, таких как аэрокосмическая промышленность, медицинские имплантаты и высокопроизводительное производство, но менее подходящими для более общих или бюджетных проектов.
Платформа с дискретным перемещением
Изготовление платформы с дискретным перемещением, предназначенной для подъема и опускания плотного вещества, например металла, связано с рядом технических и инженерных трудностей. Вот некоторые из них:
1. Высокие требования к прочности и устойчивости
Структурная надежность: платформа должна быть спроектирована так, чтобы выдерживать значительные нагрузки без деформации или повреждения.
Выбор материалов: необходимо использовать материалы с высокой прочностью и устойчивостью к износу.
2. Точность перемещения
Дискретное управление: точное управление подъемом и опусканием, особенно при работе с тяжелыми металлами, требует сложных механизмов и высокоточного управления.
Система позиционирования: необходимо обеспечить высокую точность позиционирования, что может быть сложно при работе с большими массами.
3. Безопасность
Риск скольжения или падения груза: необходимо гарантировать, что металл не соскользнет или не упадет во время перемещения.
Защитные меры: необходимо предусмотреть системы безопасности для предотвращения несчастных случаев.
4. Механические и электрические системы
Приводы и моторы: необходимо использовать мощные и надежные моторы для обеспечения достаточной подъемной силы.
Энергопотребление: высокая мощность приводов может привести к большому потреблению энергии.
5. Тепловое управление
Управление температурой: металлы могут нагреваться при обработке, что требует систем охлаждения или теплового управления.
6. Вибрация и шум
Минимизация вибрации: тяжелые грузы могут вызывать вибрации, которые необходимо учитывать при конструкции.
Уровни шума: большие механические системы могут создавать значительный шум.
7. Обслуживание и надежность
Регулярное техническое обслуживание: тяжелая эксплуатация требует регулярного обслуживания для предотвращения отказов.
Износ и повреждение: части, контактирующие с тяжелыми металлами, могут быстро изнашиваться.
8. Эргономика и доступность
Удобство использования: необходимо обеспечить, чтобы система была удобной в использовании и обслуживании.
Решение этих задач требует комплексного подхода к проектированию и тщательного инженерного анализа, учитывающего как физические, так и операционные аспекты системы.
Предлагаемое решение при создании Платформы с дискретным механизмом опускания
Основной метод при перемещении таких платформ в принтерах маленького масштаба используют ШВП (шарика винтовая передача). Но при увеличении площади платформы, ясно что необходимо использовать несколько ШВП, возможно несколько сотен.
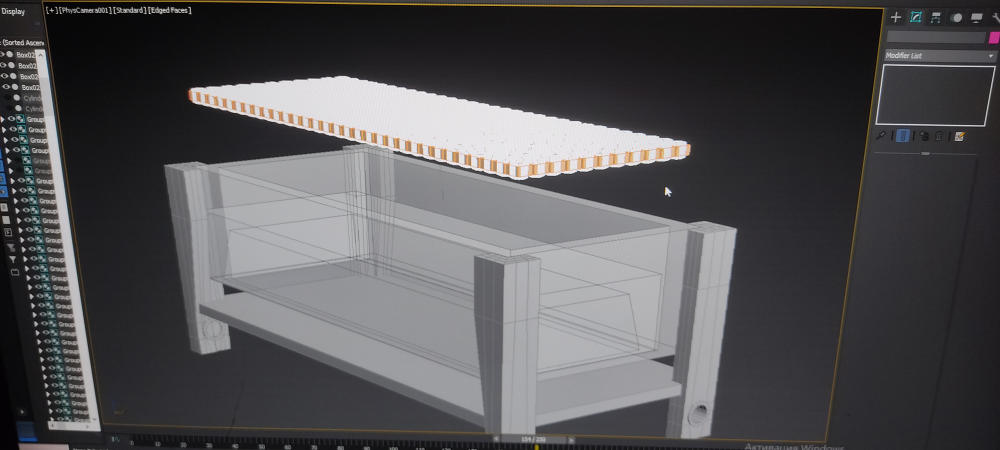
В противовес этой технологии я предлагаю использовать лист металла определенной толщены, толщина листа и будет определять толщину печатаемого слоя. Обычно это 0.3 или 0.5мм. из листов такой толщены будет набран пакет. При толщине листа 0.5 мм и необходимой высоте опускания платформы в 2000 мм, количество листов составит всего 4000 штук. При этом
Металлические листы обладают рядом преимуществ перед системой ШВП, приведу сравнительный анализ:
1. Высокие нагрузки.
(ШВП) Прочность винтов: винты швп должны выдерживать чрезвычайно высокие нагрузки, не подвергаясь деформации или поломке.
(Лист металла) Лист металла не может деформироваться и стать тоньше так как давление собственного веса в сотни раз меньше чем давление деформации
(ШВП) Распределение нагрузки: равномерное распределение нагрузки между всеми винтами критически важно для предотвращения перегрузки отдельных элементов.
(Лист металла) Лист металла занимает всю площадь под печатаемой поверхностью поэтому распределение давления максимально распределено.
2. Точность и синхронизация.
(ШВП) Синхронизация движения: все винты должны двигаться синхронно для предотвращения наклона или деформации платформы.
(Лист металла) Все листа заранее известной толщены, вынимая один лист металла мы никак не можем изменить толщену других листов, это очевидно.
(ШВП) Точность позиционирования: точное позиционирование платформы при таких нагрузках требует высокоточных управляющих систем.
(Лист металла) Никаких электронных высокоточных систем не требуется, каждый лист, вытаскивают из стопки элементарным вытягиванием.
3. Износ и техническое обслуживание.
(ШВП) Быстрый износ: высокие нагрузки могут привести к ускоренному износу шариков и гайки ШВП.
(Лист металла) Скольжение металла по металлу зависит от сплава и шлифовки поверхности.
(ШВП) Регулярное техническое обслуживание: необходимость в частом техническом обслуживании и замене изношенных частей.
(лист металла) Частой замены листов не требуется, их замена будет производится только в случае изменения высоты всей стопки высотой 2000мм на 1мм или 0.05%
4. Безопасность.
(ШВП) Аварийные ситуации: необходимо предусмотреть системы безопасности для случаев отказа оборудования.
Защита от падений: реализация механизмов предотвращения падения платформы в случае сбоя.
(Лист металла) Листы не могут упасть ведь они лежат стопкой друг на друге.
5. Тепловое расширение.
(ШВП) Контроль температуры: винты швп могут нагреваться в процессе работы, что влияет на их размеры и точность.
(Лист металла) Нагрев от трения незначительный и весь нагрев тутже снимается при вытягивании.
7. Энергопотребление.
(ШВП) Высокая нагрузка на двигатели: необходимы мощные двигатели для подъема и опускания такой тяжелой нагрузки.
Эффективность потребления энергии: оптимизация энергопотребления важна для экономической эффективности системы.
(Лист металла) Нагрузка при вытягивании каждого нового листа не меняется.
8. Стоимость.
(ШВП) Высокая стоимость компонентов и сборки: компоненты швп высокого качества и системы управления для таких нагрузок могут быть очень дорогим
(Лист металла) Стоимость листа металла в десятки раз меньше и рассчитывается по стоимости металла за тонну в том или ином регионе.
Вывод, по 8 приведенным пунктам лист металла выигрывает перед системой на ШВП.
Раздел 2
Сравнение одного сверх мощного лазера и сотен маломощных лазеров
Далее приведу способ на основе SLM при котором возможно создать относительно не дорогую установку с возможностью печатать на больших площадях при этом печать будет происходить по всей площади одновременно что кардинально сокращает время печати каждого слоя.
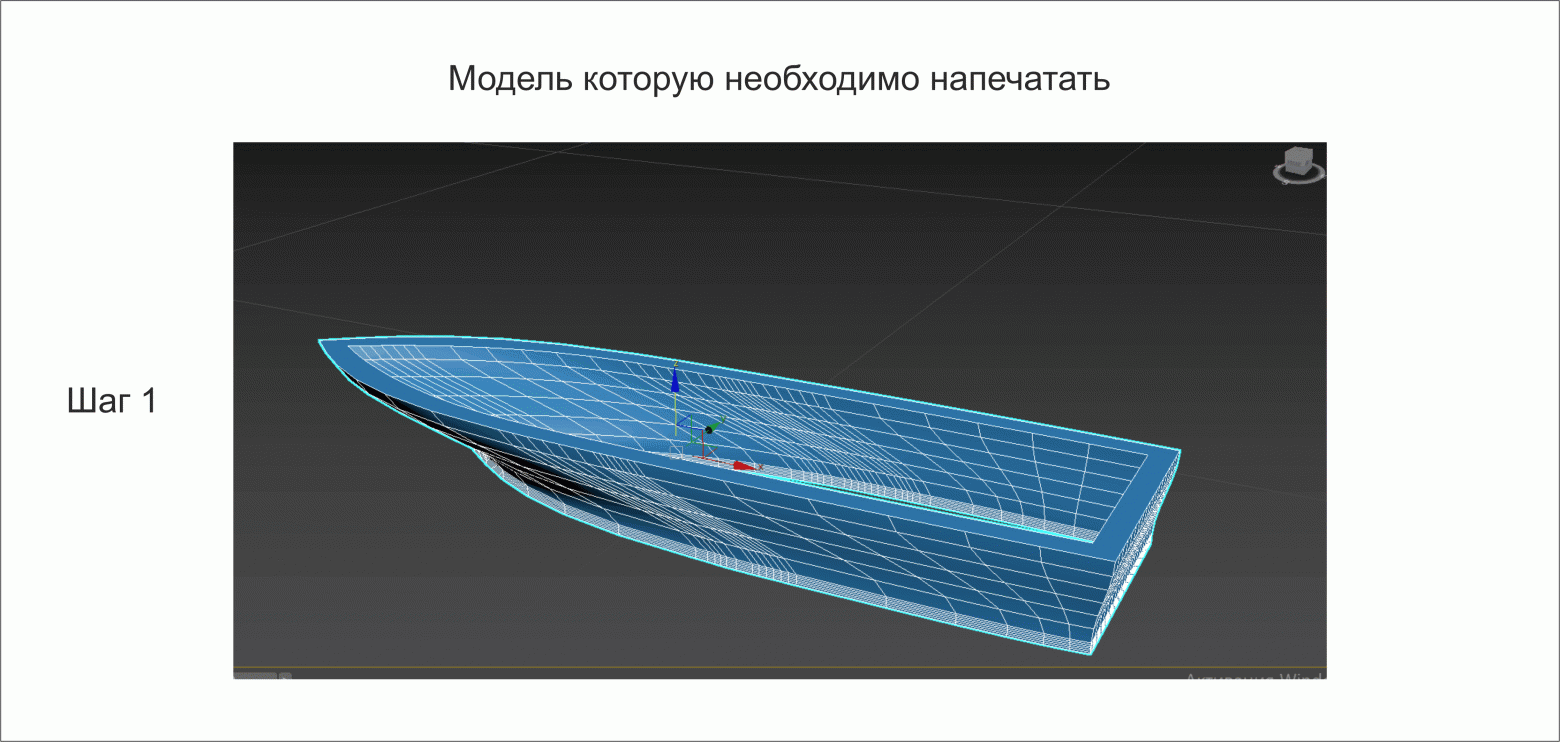
Итак на рис.1 показана модель лодки.
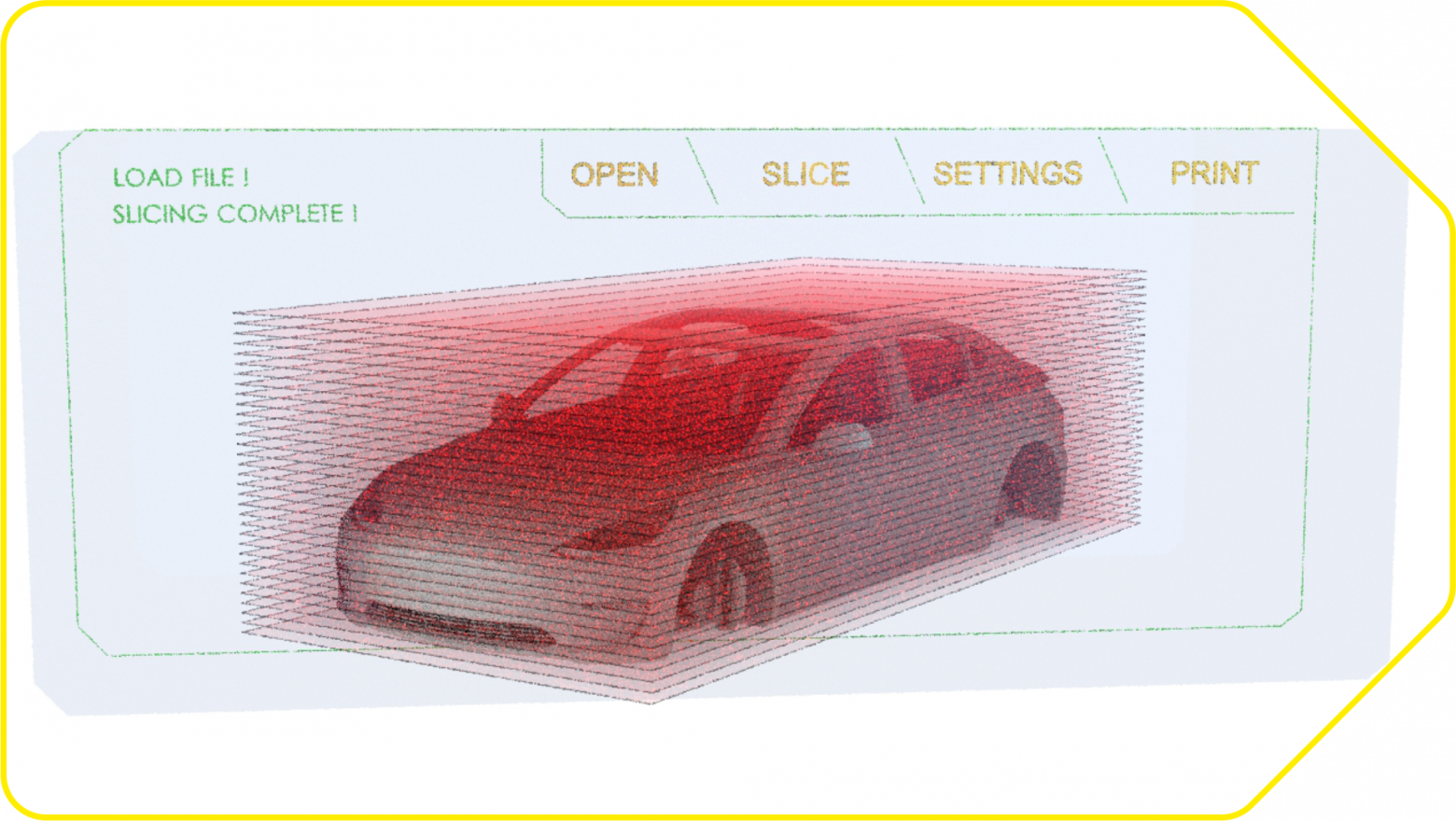
Далее необходимо программным способом разбить модель на слои Рис. 2

Затем программным способом разбиваем каждый слой на фрагменты Рис. 3
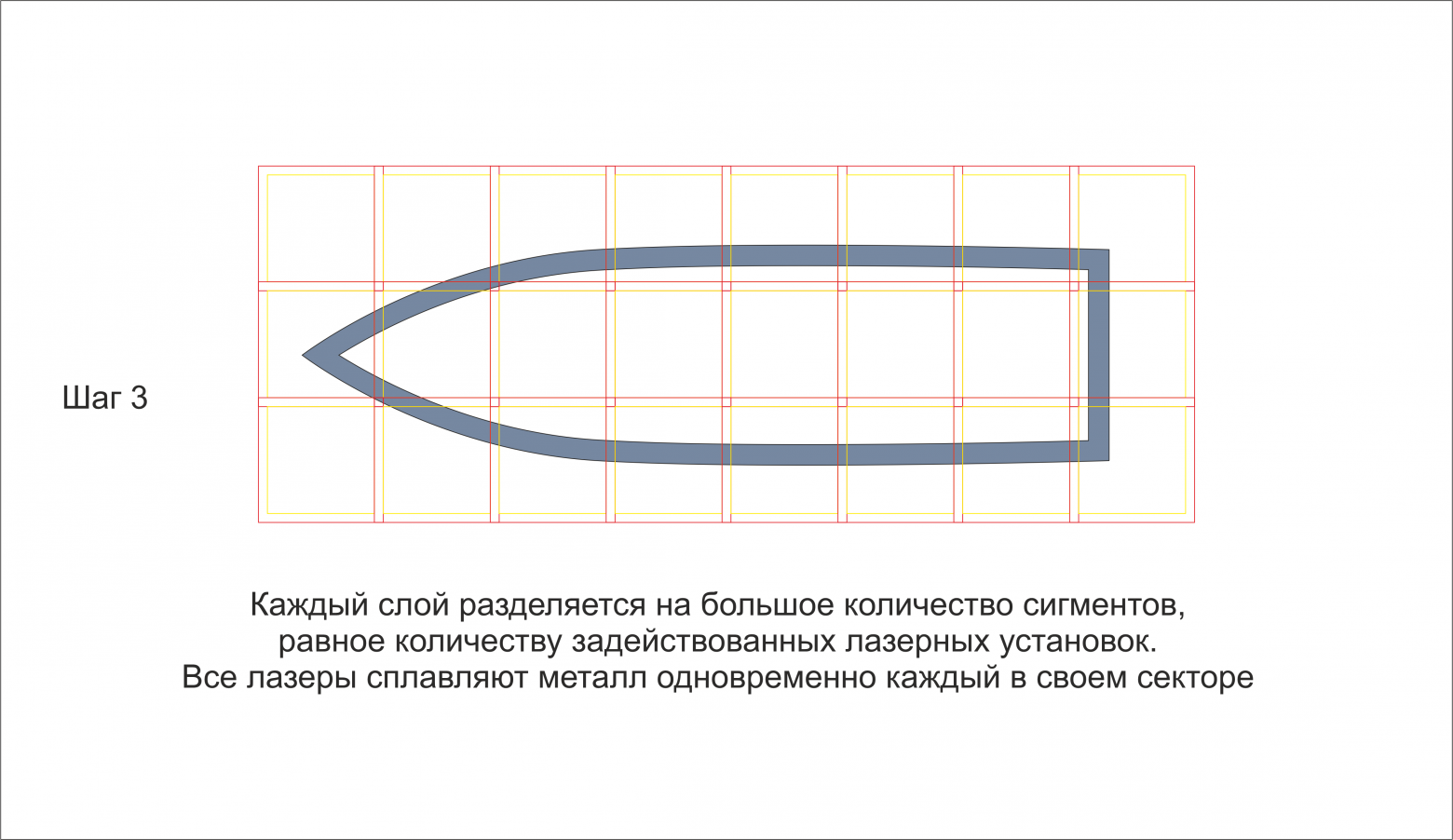
Далее установка, состоящая из нескольких сотен лазеров, где каждый лазер обладает сравнительно небольшой мощностью 50 Ватт. Не дорогими оптическими и механическими элементами. Так как все лазеры уже сегодня серийно производятся для бытовых нужд и не приходится изготавливать на заказ один сверх мощный лазер с использованием гигантских линз или сложных и дорогостоящих зеркал для уникальных лазерных установок. То такая лазерная установка не будет стоить дорого и будет легко обслуживаема.
Система с одним сверхмощным лазером

На рисунке 5 показано на сколько будет огромной линза для печати.
Плюсы:
Высокая мощность и эффективность: способность обрабатывать материалы с высокой точностью и скоростью.
Способность к обработке толстых и твердых материалов: благодаря высокой мощности лазера.
Концентрация мощности: позволяет достичь высокой точности в обработке.
Минусы:
Высокая стоимость: использование дорогих компонентов и сложной механики ведет к большим начальным инвестициям.
Сложное обслуживание: требует специализированных знаний и частого технического обслуживания.
Необходимость охлаждения: сложные системы охлаждения для управления теплом.
Риск простоя: поломка одного компонента может остановить всю систему.
Разделенная система с несколькими сотнями менее мощных лазеров
На рисунке 6 показаны 300 лазерных сканаторов в реальном масштабе, печатаемая область для каждого сканатора 300*300 мм. То есть печатная область 3000*9000 мм
Плюсы:
Снижение стоимости: использование стандартных, серийных компонентов снижает начальные инвестиции и стоимость замены.
Проще в обслуживании: легче ремонтировать или заменять стандартные компоненты.
Меньше требований к охлаждению: меньшая мощность каждого лазера упрощает управление теплом.
Гибкость и масштабируемость: возможность настройки системы под разные задачи, добавление или удаление лазеров для оптимизации производительности.
Надежность: отказ одного лазера не останавливает всю систему.
Минусы:
Сложность управления: необходимость координировать работу множества лазеров.
Возможно, меньшая точность: разделение мощности на множество лазеров может снизить точность обработки.
В целом, вторая система с множеством менее мощных лазеров представляется более гибкой, экономичной и надежной, особенно для применений на промышленном производстве. Она также обеспечивает более простое обслуживание и меньший риск простоя, что делает ее предпочтительным выбором для промышленного производства.
Но важнейшим преимуществом использования нескольких сотен лазеров является то что печать будет происходить одновременно. Время на печать каждого слоя займет несколько секунд. В среднем 20сек. Далее процесс нанесения нового слоя порошка и вытягивание очередного листа ил пакета.
Всего на печать одного слоя уйдет около сорока секунд или минуты. Не трудно подсчитать что печать модели толщиной в один метр состоящей из 2000 слоев займет около 30 часов. Что невероятно быстро если мы говорим о фюзеляже самолета.
Автор статьи - Alexey Bykovskiy

