Комментарии 17
А какая точность обработки?
Точность будет зависеть от оборудования\инструмента и квалификации инженера
Т.е. по практически у всех производителей одинаково хорошее?
Это естественный процесс наблюдаемый во всем мире. Часникам у нас в Израиле только с б/у начинать приходится.
Кстати есть мнение спецов что 3д печать к 2030 сильно подвинет металлорезов.
увеличение доли изношенных станков;
Это естественный процесс наблюдаемый во всем мире. Часникам у нас в Израиле только с б/у начинать приходится.
Кстати есть мнение спецов что 3д печать к 2030 сильно подвинет металлорезов.
Почему у всех одинаково хорошее? У всех разное оборудование, специалисты и финансовые возможности. Но при всех равных условиях — таки, да!
Сомневаюсь я, что это касается высоконагруженных агрегатов и деталей. Но за мелкими изделиями будет преимущество у печатников. Хотя многое зависит от используемых материалов.
Кстати есть мнение спецов что 3д печать к 2030 сильно подвинет металлорезов.
Сомневаюсь я, что это касается высоконагруженных агрегатов и деталей. Но за мелкими изделиями будет преимущество у печатников. Хотя многое зависит от используемых материалов.
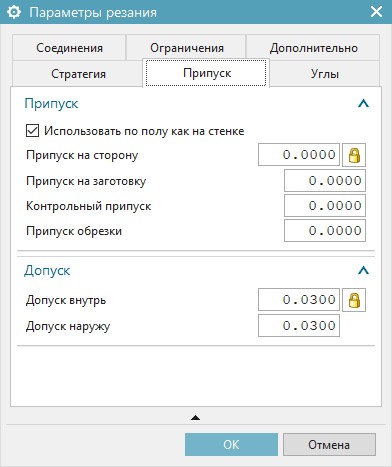
jedai всё верно написал. Плюс, если говорить о точности применительно к ПО, то она задаётся ещё и допуском. Допуск – это точность, с которой выполняется расчет. В Solid Edge CAM Pro используются 2 значения допуска: допуск внутрь и наружу. Для криволинейных поверхностей расчет ведется как последовательность прямолинейных движений, отстоящих от кривой на величину допуска; возможно как отклонение в тело модели (Допуск внутрь), так и от модели (Допуск наружу). Чрезмерная точность сильно увеличивает время расчета, размер программ. Поэтому точность обычно определяется технологическими соображениями.

Все это хорошо и красиво. Но какова окупаемость подобных проектов?
На запуск подобного производства требуется достаточно много вложений: оборудование, обучение персонала, программное обеспечение.
На запуск подобного производства требуется достаточно много вложений: оборудование, обучение персонала, программное обеспечение.
Анализ окупаемости подобных проектов выходит за рамки данной статьи. Однако, как было сказано в начале, для успешного развития экономики так или иначе необходимо вкладываться в развитие высокотехнологичных отраслей промышленности. Я думаю, сырьевая модель экономики не может существовать успешно длительное время, особенно при нынешних темпах технологического развития.
Для развития экономики, станки для единичного и мелкосерийного производства никак не подходят.
Для развития экономики нужна прибыль, иными словами: доход должен быть больше расходов. В случае использования данных технологий нужны реальные объемы производства: мелкие партии в больших количествах. Причем обрабатываемые изделия должны быть реально сложными (форма, точность), иначе не имеет смысла переводить производство в «цифру». Нет смысла сверлить «дырки» в корпусе на 5-координатном станке с ПУ.
Вопрос: какие изделия вы предлагаете изготовлять с использованием данных технологий?
Вопрос: какие изделия вы предлагаете изготовлять с использованием данных технологий?
Так ведь производство уже давно в «цифре», и с каждым годом целесообразность покупки новой версии кам/кад по все более сомнительна.
Например, оснастку. При использовании пятиосевой обработки появляется возможность изготовления сложных изделий с одной установки, что экономит время, повышает точность, исключает возможность ошибок при смене программ и перепозиционировании. Кроме того, нет необходимости переплачивать за возможность пятиосевой обработки, если она не используется в производстве, систему можно гибко сконфигурировать под свои нужды начиная с фрезерования по 2,5 осям.
Чтобы превзойти мировой уровень производства деталей, достаточно станка ТВ-4.
Сравним двух производителей. Участник номер один — Nissan Motor Company, восьмой в мировом рейтинге автоконцернов. Инновационно заменили металлический сплав в кронштейне стеклоочистителя на пластик. В Primera 10-го поколения (1990) там был металл, в 11-м (1995) — пластик. 10 лет — и замена, причём дорогая — вроде бы только всю трапецию можно было купить.
Второй участник — ученик 10 класса и школьный учитель. Например, Анатоль Михалыч Морозов (Спасибо за всё, и не ругайся — машинный метчик взамен сломанного я тебе обещал, но дед сказал «Стоять!» и убрал его).
Михалыч разрешал после уроков, на школьной практике, толковым ученикам сделать себе что-нибудь самодельное. Вполглаза приглядывал или сам, или помощник его, Василич, тот был подобрее.
И по образцу болтающегося кронштейна из круглой заготовки любой советский школьник мог сделать деталь — лучше и долговечней, чем японская. Да, допуски были 0.3 мм. И одна плоскость была гладкой, вторая Rz «Никто не увидит». Но эту деталь уже менять не надо никогда, там латунная втулка стартера «от копейки».
Единственная неточность в моём сравнении — года.
Когда Михалыч выпрямлял нам руки — ниссаны были металлическими, проблем с качеством и ресурсом узлов не было, и школьники сначала делали детали стенда для лабораторных работ по заказу института (и получали деньги), потом кто делал торшер, кто ремонтировал миксер или улучшал мафон.
Когда мы сами поставили себе станки — мировой автопром уже просел под маркетологами.
Но упомянутый кронштейн массово выпускается, и любой токарь может поднять самооценку, заткнув за пояс самураев.
Потом глянет на Пежо, выругается и сделает всё по-человечески.
Сравним двух производителей. Участник номер один — Nissan Motor Company, восьмой в мировом рейтинге автоконцернов. Инновационно заменили металлический сплав в кронштейне стеклоочистителя на пластик. В Primera 10-го поколения (1990) там был металл, в 11-м (1995) — пластик. 10 лет — и замена, причём дорогая — вроде бы только всю трапецию можно было купить.
Второй участник — ученик 10 класса и школьный учитель. Например, Анатоль Михалыч Морозов (Спасибо за всё, и не ругайся — машинный метчик взамен сломанного я тебе обещал, но дед сказал «Стоять!» и убрал его).
Михалыч разрешал после уроков, на школьной практике, толковым ученикам сделать себе что-нибудь самодельное. Вполглаза приглядывал или сам, или помощник его, Василич, тот был подобрее.
И по образцу болтающегося кронштейна из круглой заготовки любой советский школьник мог сделать деталь — лучше и долговечней, чем японская. Да, допуски были 0.3 мм. И одна плоскость была гладкой, вторая Rz «Никто не увидит». Но эту деталь уже менять не надо никогда, там латунная втулка стартера «от копейки».
Единственная неточность в моём сравнении — года.
Когда Михалыч выпрямлял нам руки — ниссаны были металлическими, проблем с качеством и ресурсом узлов не было, и школьники сначала делали детали стенда для лабораторных работ по заказу института (и получали деньги), потом кто делал торшер, кто ремонтировал миксер или улучшал мафон.
Когда мы сами поставили себе станки — мировой автопром уже просел под маркетологами.
Но упомянутый кронштейн массово выпускается, и любой токарь может поднять самооценку, заткнув за пояс самураев.
Потом глянет на Пежо, выругается и сделает всё по-человечески.
Зарегистрируйтесь на Хабре, чтобы оставить комментарий
Металлообработка на станках с ЧПУ: как начать выпускать продукцию мирового уровня?