Всем добрый день! C вами компания 3Dtool. Сегодня мы достанем из своих белых халатов, немного опыта и поделимся им с вами. Может кто-то уже практикует подобные трюки, но возможно кому то это будет полезно.
Как-то раз была поставлена задача напечатать на 3D принтере Hercules Strong 17 автомобильный диск диаметром 9,5 мм, соплом диаметром 0,3 мм, пластиком ABS и PLA.
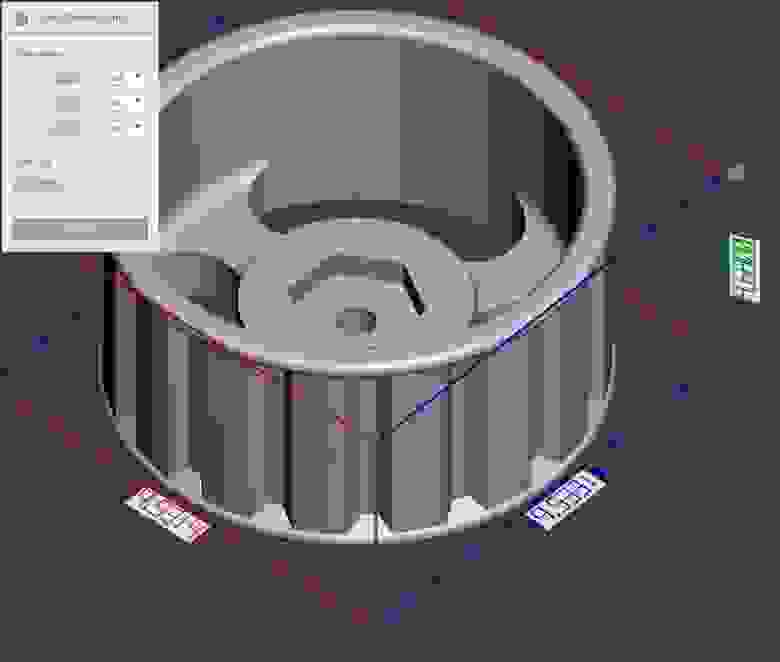
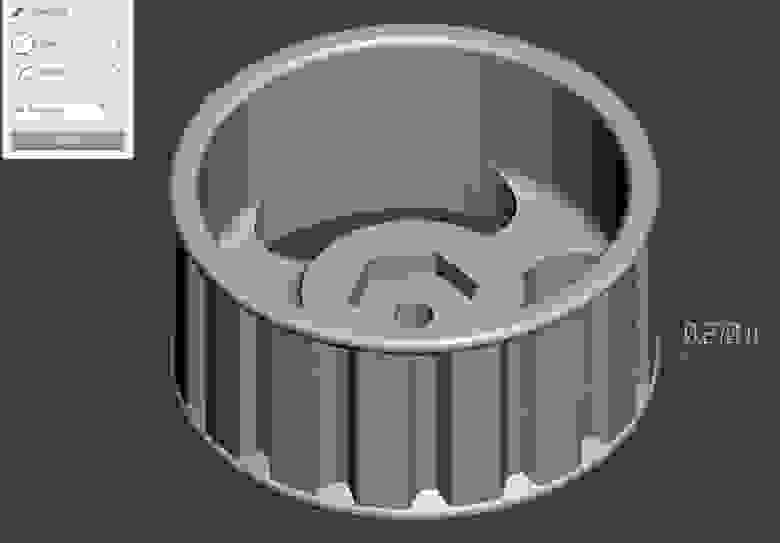
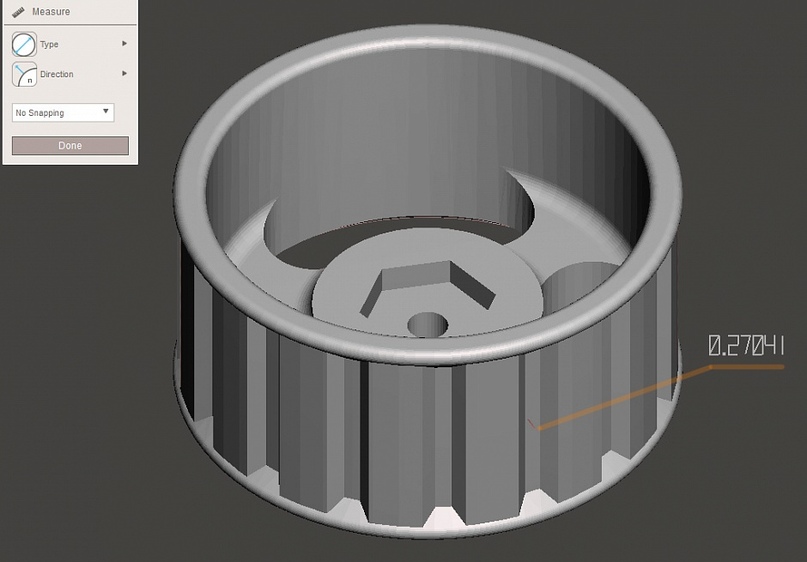
Что тут думать, мы быстренько смасштабировали имеющееся уже популярное колесо, видавшее дожди Амстердама и получили очень неожиданный параметр. Толщина стенки получилась 0.27041 мм, а это немного меньше диаметра сопла, которое установлено на принтере, так что...«Упс».
Было решено, что просто поменять сопло на 0.2 это для слабаков.
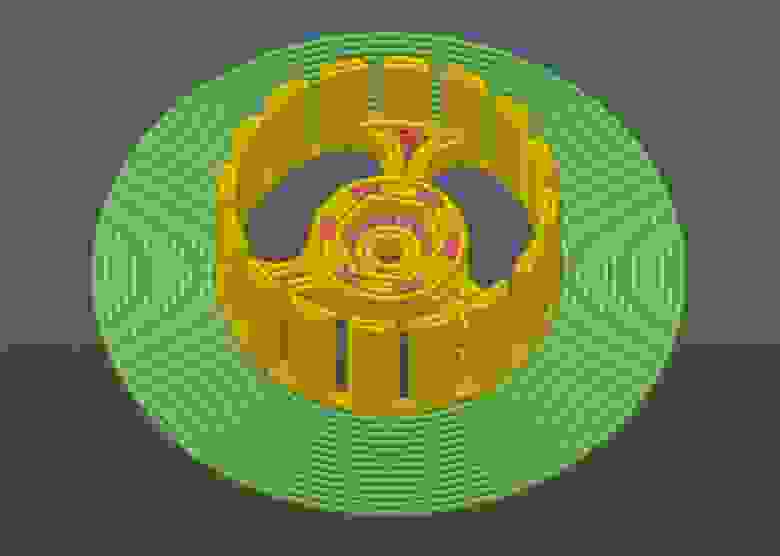
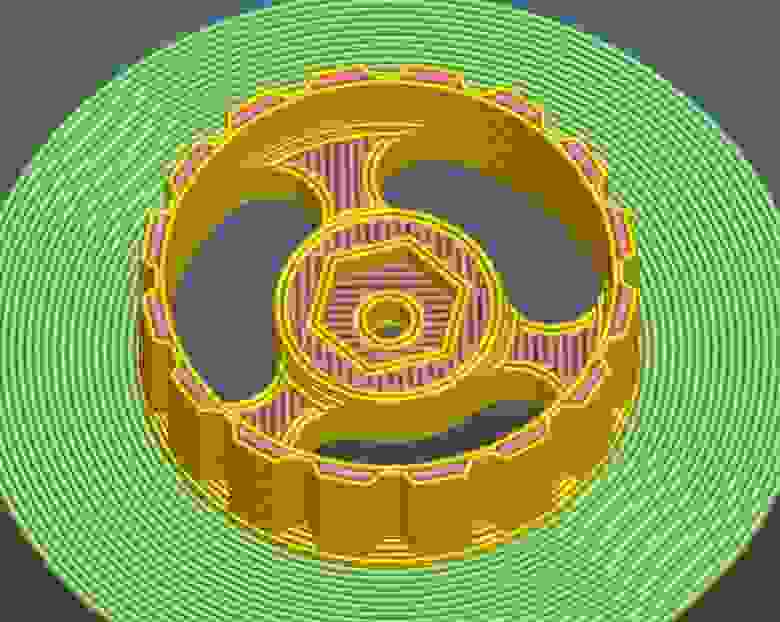
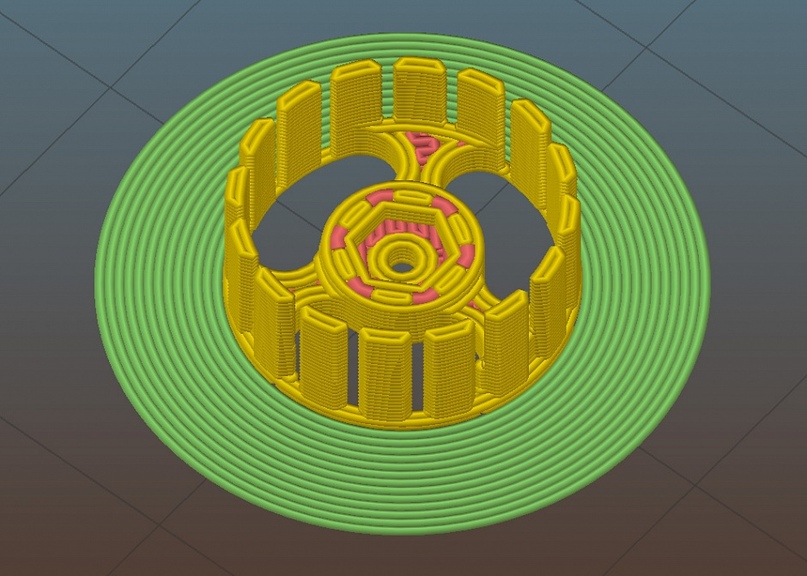
Если просчитать код на стандартных настройках для сопла диаметром 0,3 мм, получаем такой результат — Slic3r в упор не замечает стенок, толщина которых меньше ширины экструзии —получаются дыры.
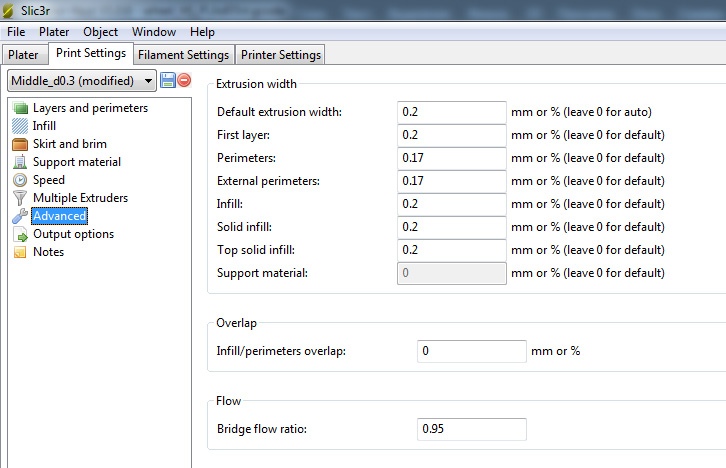
Как нормальные специалисты, первое что приходит в голову это поменять ширину экструзии. Меняем на 0,2 мм.
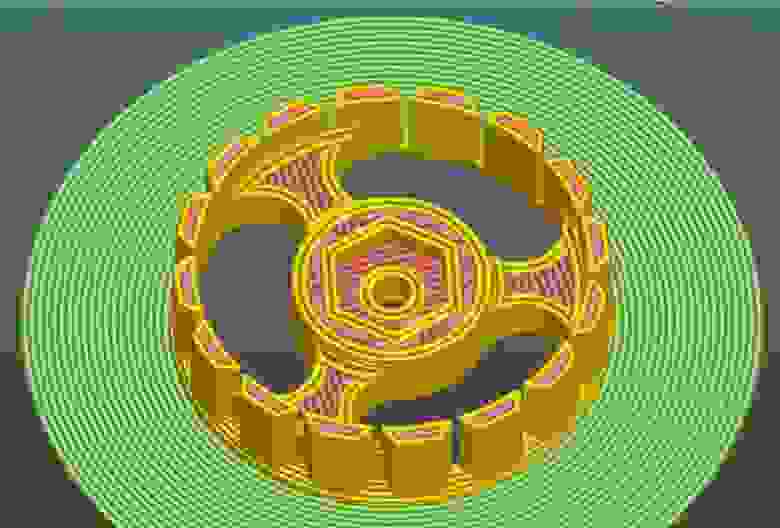
Говорится да, фунт никчемности, грамм результата. И тут начинается криминал: изменим ширину экструзии на периметрах на 0,17 мм.
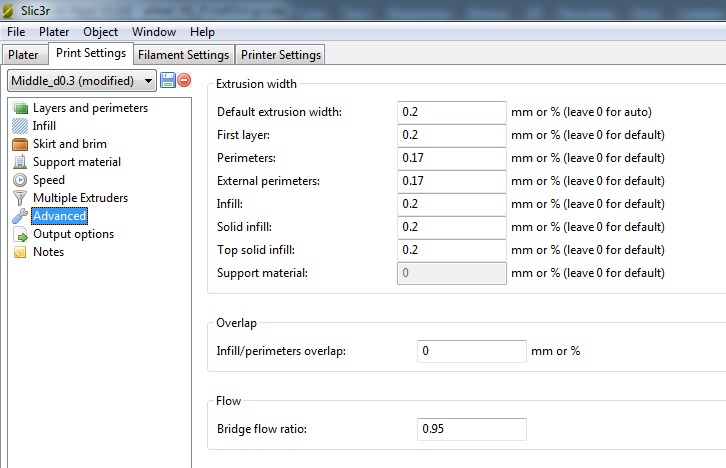
Slic3r (как законопослушный малый) проложил по одному периметру с обеих сторон стенки в тех местах, где были пустоты.
Параметр Оverlap отключаем. Активация этого параметра позволяет периметрам и заливке более плотно спаиваться между собой, за счёт того, что Slic3r добавляет к значению ширины экструзии еще пластика (в зависимости от значения, которое выставлено в overlap). У нас и так все плотно на периметрах + слой в 50 микрон, если активировать overlap, получатся переливы.
Температура
Во время печати такой мелочи, экструдер все время находится над деталью. Низкое значение ширины экструзии не позволяет увеличивать скорость больше, чем 15-20 мм/с, дабы избежать обрыва экструзии и “сырных дыр”. Поэтому велика вероятность перегреть деталь. Никто не хочет соскребать со стола неликвид. Поэтому снижаем температуру экструдера до 185-190 градусов (PLA BF), обдув настроен на 80% мощности.
Для ABS. Снижаем температуру до 210 градусов, включаем обдув на 5%.
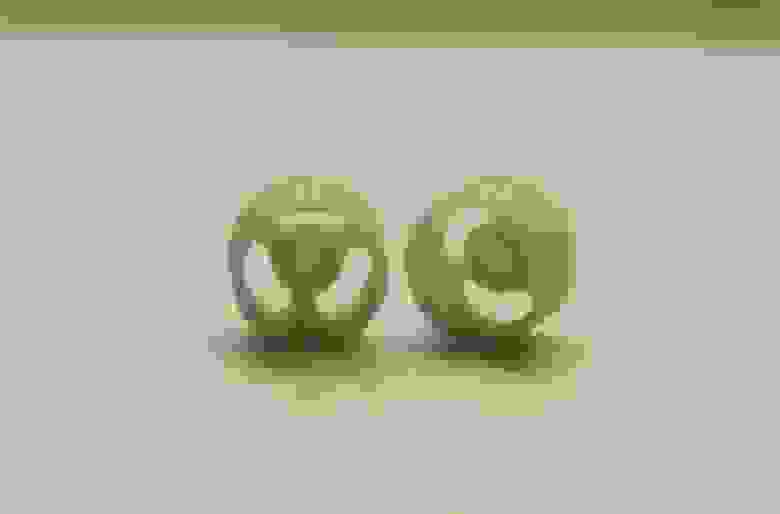
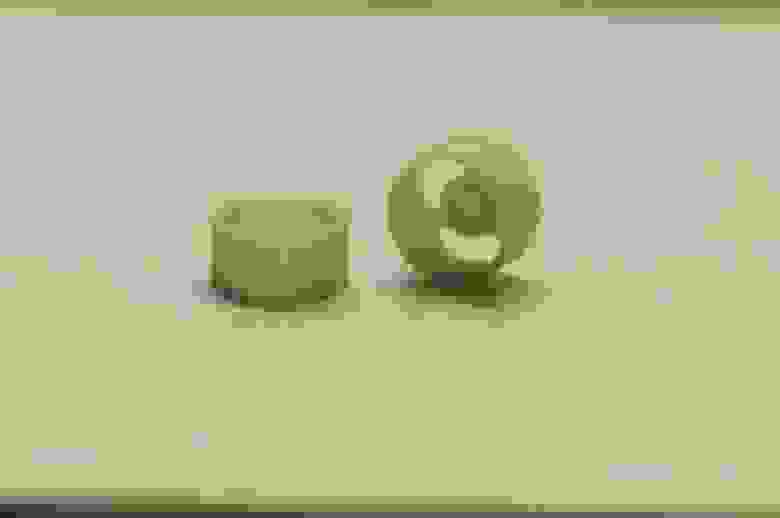
Результат
Было бы наивно рассказывать, а вам верить во все вышеописанные байки, не показав отпечатанных деталей. Давайте посмотрим на результат.
Как-то раз была поставлена задача напечатать на 3D принтере Hercules Strong 17 автомобильный диск диаметром 9,5 мм, соплом диаметром 0,3 мм, пластиком ABS и PLA.
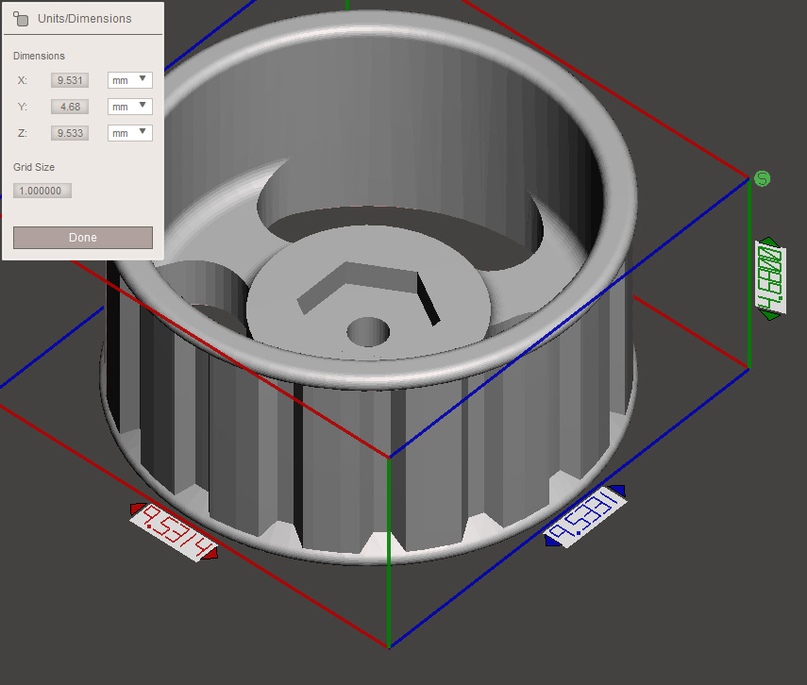
Что тут думать, мы быстренько смасштабировали имеющееся уже популярное колесо, видавшее дожди Амстердама и получили очень неожиданный параметр. Толщина стенки получилась 0.27041 мм, а это немного меньше диаметра сопла, которое установлено на принтере, так что...«Упс».
Было решено, что просто поменять сопло на 0.2 это для слабаков.
Если просчитать код на стандартных настройках для сопла диаметром 0,3 мм, получаем такой результат — Slic3r в упор не замечает стенок, толщина которых меньше ширины экструзии —получаются дыры.
Как нормальные специалисты, первое что приходит в голову это поменять ширину экструзии. Меняем на 0,2 мм.
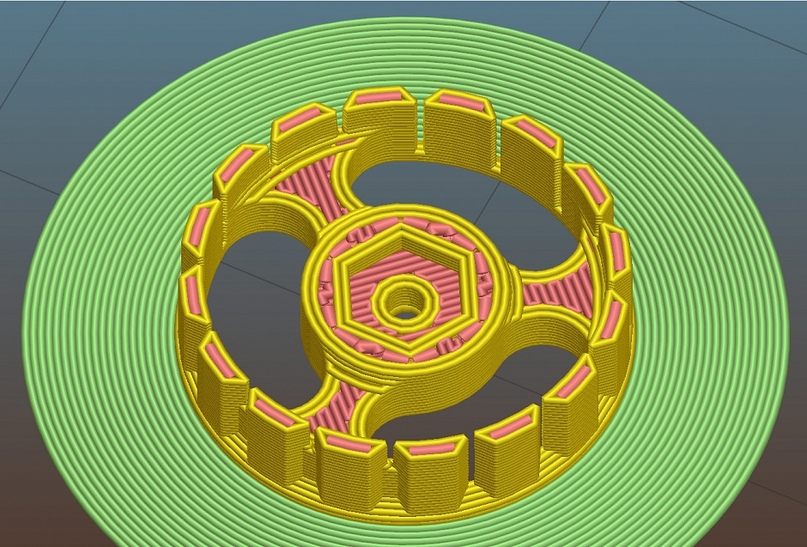
Говорится да, фунт никчемности, грамм результата. И тут начинается криминал: изменим ширину экструзии на периметрах на 0,17 мм.
Slic3r (как законопослушный малый) проложил по одному периметру с обеих сторон стенки в тех местах, где были пустоты.
Параметр Оverlap отключаем. Активация этого параметра позволяет периметрам и заливке более плотно спаиваться между собой, за счёт того, что Slic3r добавляет к значению ширины экструзии еще пластика (в зависимости от значения, которое выставлено в overlap). У нас и так все плотно на периметрах + слой в 50 микрон, если активировать overlap, получатся переливы.

Температура
Во время печати такой мелочи, экструдер все время находится над деталью. Низкое значение ширины экструзии не позволяет увеличивать скорость больше, чем 15-20 мм/с, дабы избежать обрыва экструзии и “сырных дыр”. Поэтому велика вероятность перегреть деталь. Никто не хочет соскребать со стола неликвид. Поэтому снижаем температуру экструдера до 185-190 градусов (PLA BF), обдув настроен на 80% мощности.
Для ABS. Снижаем температуру до 210 градусов, включаем обдув на 5%.
Результат
Было бы наивно рассказывать, а вам верить во все вышеописанные байки, не показав отпечатанных деталей. Давайте посмотрим на результат.


