Комментарии 113
продается канистрами от 5л.
используют в автомойках для чистки оборудования, для очистки воды в бассейнах и пр.
Технология следующая — в теплой воде разводим лимонку + соль.
Наливаем в вертикальную ванночку. Затем шприцом добавляем пергидроль добиваясь быстрой реакции по количеству пузырьков. Желательно не доводить концентрацию до «вскипания» и самонагрева…
Когда реакция замедляется, снова добавляем шприцом пергидроль.
Раствор с лимонкой становится многоразовым, как и хлорное железо. Его можно слить в бутылку, затем снова в ванночку и снова травить с добавлением пергидроля.
Можно еще гвоздей положить в ванночку — на них медь оседает из раствора.
Да и после травления, утилизировать такую штуку намного проще, а можно и использовать заново после восстановления.
Я юзаю персульфат аммония. 5 мин на паровой бане и плата готова. Вместо утюга — ламинатор.
Поддерживаю. Отлично травит, прозрачный, плату видно и не оставляет ужасных следов, как железо.
По тексту — кажется это тот случай когда процесс важнее результата
насчет сверления — я давно максимально перешел на smd. это компактнее, быстрее, проще. а с высокими напряжениями я не работаю.
ну и если честно, результат платы из статьи не впечатлил.
я отказался от ЛУТа в пользу фоторезиста
Абсолютно согласен. Вообще, под ЛУТ я подразумевал любые технологии с нанесением рисунка на плату и дальнейшим травлением :) Фоторезист, конечно же, сильно выигрывает у переноса тонера утюгом/ламинатором :)
насчет сверления — я давно максимально перешел на smd
Я тоже, однако все равно часто приходится использовать выводные компоненты (те же разъемы), да и переходные отверстия никуда не деваются :)
ну и если честно, результат платы из статьи не впечатлил
Ну, во-первых, это первый опыт автора, а во-вторых станок у него совсем не подходящий для таких дел :)
Вот так нормально (это не мое, если что)? :)

А еще станок может не только для плат использоваться :)






2-3 минуты и полностью протравливается без перетравов.
Разумеется травить только под вытяжкой!
— Перекись не всегда можно найти хорошего качество (концентрированую). Да и белые пальцы при не совсем аккуратном обращении — тоже гарантированы
— Персульфат аммония — довольно сильно пахнет и травит как-то рывками и медленно.
— Кислоты — опять же, опасно (не лимонная)
Сколько травлю ХЖ — проблем ни разу не было. И получаемый результат легко подходит к максимальным возможностям принтера — 0.2 / 0.15мм (дорожка / зазор).
Перекись не всегда можно найти хорошего качество (концентрированую).Как ни смешно, но перекись подходит даже аптечная трехпроцентная. В более крупной фасовке надо искать среди средств для обеззараживания бассейнов — там встречается 30-процентная, в таре по литру и по пять (только надо состав читать, чтобы не купить хлорный).
По ХЖ:
— все-таки оставляет пятна, в т.ч. и на сантехнике. Жона ругаиццо и заставляет чистить.
— как ни смешно, но перекись доступнее — как я писал, подходит трехпроцентная даже, и если очиститель для бассейнов я могу найти в ближайшем хозяйственном гипермаркете, то за ХЖ придется ехать в специализированные места или заказывать.
Я делал себе вертикальную ванночку из стекла для персульфата, пускал в ней по дну продырявленную трубку и гнал аквариумным компрессором в эту трубку воздух. Скорость травления возрастает просто неимоверно :) Только нужна крышка на ванночку, иначе капли от лопающихся пузырьков забрызгают все вокруг.
терморегулятор китайский, электроплитка
У меня в в растворе висел аквариумный нагреватель :)
я просто не знаю где брать аквариумный нагреватель
В зоомагазинах :) Или в Китае — https://www.aliexpress.com/item/100-200-300-500w-Aquarium-Submersible-Fish-Tank-Adjustable-Water-Heater-Safe-220-V/32662891844.html
Такие нагреватели полностью герметичны, стекло и пластик, так что от раствора им ничего не сделается. У меня подобный нагреватель прожил в растворе несколько месяцев пока я не бросил травление.
Такие пары очень хорошо раздражают глаза и слизистые. А из-за кажущейся полной безопасности лимонки, этими парами по началу и дышат охотно — вкусно пахнет же :)
Кислоты, которые есть в организме — во-первых присутствуют в предназначенных для этого местах организма, ну и во-вторых далеко не в таких концентрациях, какие используются для травления плат :)
Не, если соблюдать все правила работы с тем или иным веществом, хейтером быть невозможно =) Мир химии прекрасен =)
Реакция, к слову, экзотермическая.
Один недостаток, пачкает все на свете.
Плюсы
+Запаха нет как такового
+Травится предсказуемо, кол-вом катализатора (соли) регулируем скорость травления. Это немного проще, чем играться с температурой раствора.
+Никаких следов на посуде, одежде. На работе травил в собственной кружке, из которой чай пью. Кружка стала чище, чем из магазина была, после травления просто промыл теплой водой проточной. То же самое, если пролить раствор на одежду, стол — просто вытер влажной тряпочкой или даже обычной бумажной салфеткой промокнул.
+Ценники и повсеместная доступность — аптека есть чуть ли не в самом захудалом поселке, лимонную кислоту найти не проблема, даже в хлебных лотках продается, соль — и так все понятно. Найти же качественное хлорное железо с бухты-барахты не получится — в моем довольно крупном городке имеется всего две точки, где продают нормальное, при этом ценник весьма недемократичен.
+Простота хранения, никаких заморочек с герметичностью, сухостью и прочей чепухой.
Безусловно, все риски понятны, но все-таки способ безопаснее и чище, нежели с хлорным железом ;-)
Медь к сожалению хорошо тянется и на малых оборотах даже с малой подачей ничего особо хорошего обычно не получается.
Для этих целей очень хорошо подходят шпиндели на пневмоподшипниках от старых советских станков, там обороты до 80 000 об/мин.
Да и смоторами от моделей есть другие проблемы, их нужно хорошо охлаждать иначе перегреваются.
Когда тестировал 35Вт моторчика хватало более чем, изменение скорости вообще заметно не было.
Обдув в любом случае нужен будет. Только тут возникает другая проблема, т.к. работаем со стеклотестолитом будет пыль в воздух подниматься, а это крайне вредно.
И не забывайте что гравировка займет приличное время а модельные моторы не рассчитаны на долговременную работу. Поиграться конечно можно, но из опыта только зря время и деньги потратите.
на счет не рассчитанных на долговременную работу — тут имеет смысл посмотреть на моторы для автомоделей, они имеют поменьше оборотов на вольт, но обычно заключены в более массивные корпуса и рассчитаны на долговременные и более жесткие режимы работы. В принципе это обойдется еще доллара в 2-3 сверху. На круг контролька + мотор выйдут долларов в 25 + пересыл.
Проблема с текстолитовой пылью решается помещением фрезера в шкаф. Вообще в любом случае, если фрезер стоит не в отдельном нежилом помещении или хотя бы не на балконе, то лучше сделать плотно закрываемый шкаф — это и от пыли убережет, и от обломков некачественной фрезы спасет в случае чего окружающих. Другое дело, что такая пыль может сами привода повредить — но для этого есть всякие ухищрения вроде подшипников с сальниками, а шпилькам ходовым не повредит даже медная стружка…
Когда нужно быстро сделать несложную плату фрезер очень выручает, но если нужно сделать сложную плату или законченное изделие то — фоторезист.
- напечатать фотошаблон — 1 минута;
- ламинация платы фоторезистом — 3 минуты;
- экспозиция заготовки — 3 минуты на сторону;
- проявление фоторезиста — 2 минуты
- травление — 10-20 минут в зависимости от свежести раствора;
- удаление фоторезиста — 2 минуты.
Вместе со сверловкой (вручную или на станке, если отверстий много), промывкой и покрытием флюсом на все про все уходит 1 час (с запасом).
Тем, кто боится пятен от ХЖ на сантехнике — они легко удаляются щавелевой кислотой.
В домашних условиях тоже вполне легко изготавливается из очень доступных материалов:
— эпоксидная смола
— абразив для пескоструйной обаботки (продается во многих автомагазинах)
Делается опалубка с ровным дном из толстого листа металла, для удобства крепления в дальнейшем заготовок предварительно закрепить на нем стальные резьбовые втулки. Стенки можно и из фанеры сделать обмотанной стрейтч пленкой. Перед заливкой смазать стенки и дно опалубки маслом, а лучше силиконовой смазкой для легкого отделения.
Попробуйте, сильно удивитесь на сколько повысится точность обработки при неизменности остальной конструкции да и шума заметно поубавится.
Вот как на промышленных станках делают:

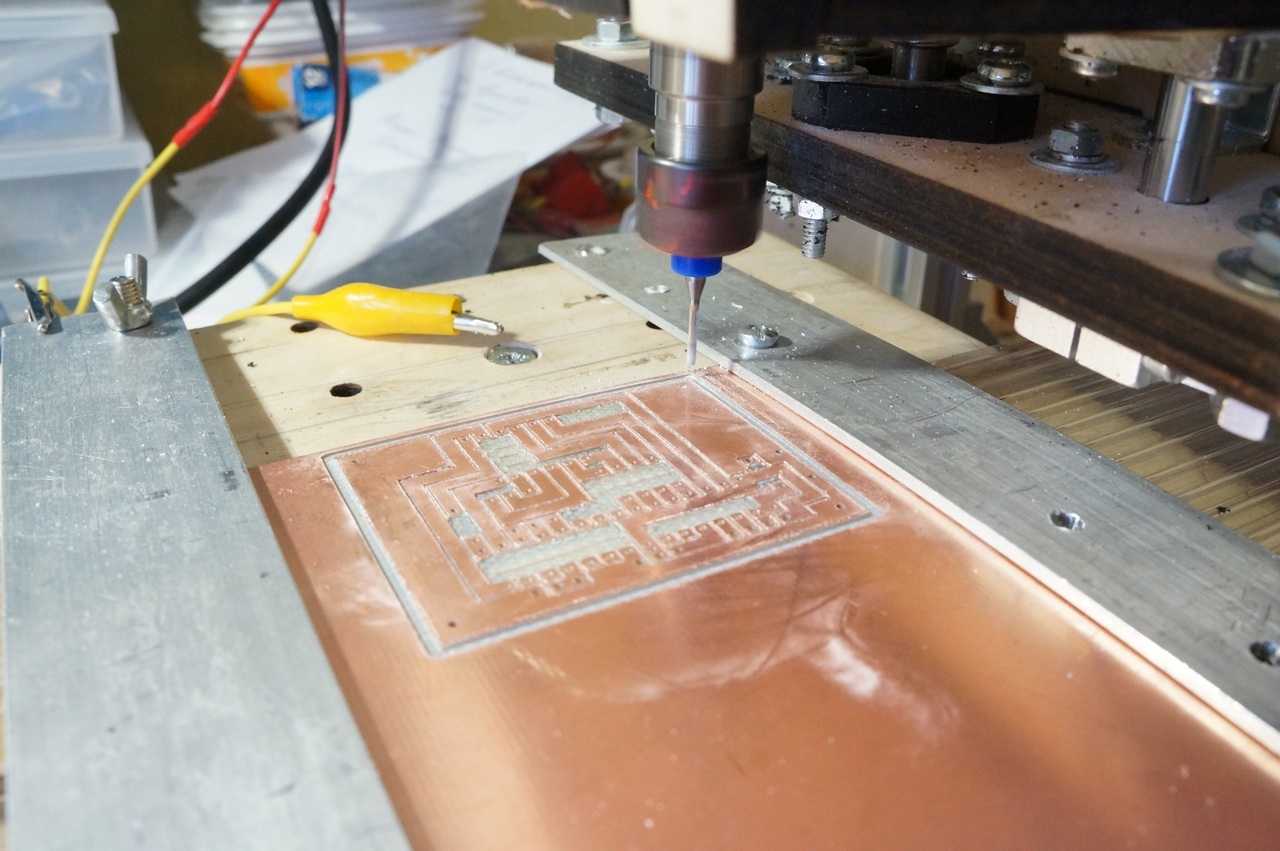
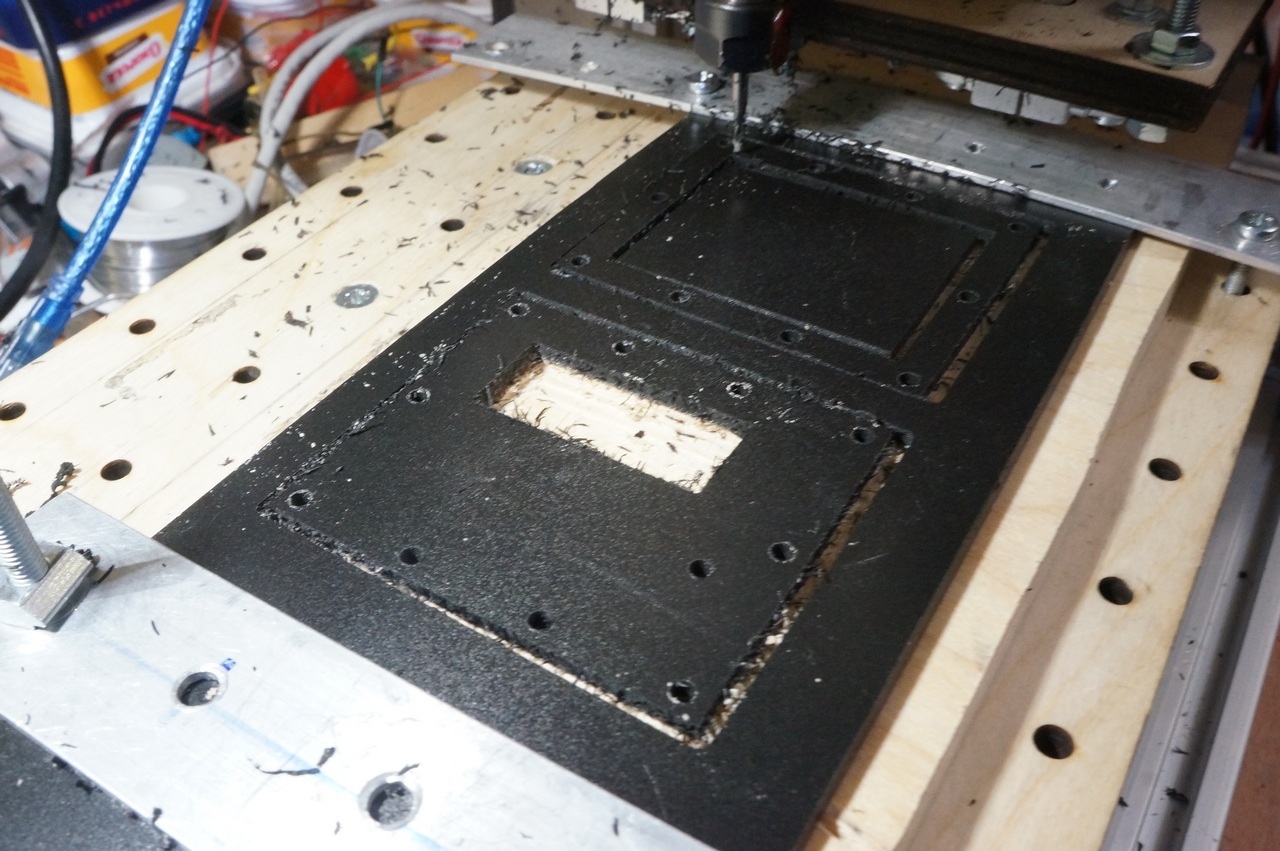
Вот часть моего процесса фрезеровки плат:
Сверловка — https://www.youtube.com/watch?v=9GhT1foyg4E
Измерение неровности и фрезеровка — https://www.youtube.com/watch?v=muBuaYV7y94
Результат —
Под микроскопом —

На форуме я описывал подробно весь процесс — http://www.cnc-club.ru/forum/viewtopic.php?f=28&t=9921
Главное — жесткая механика станка и высокие обороты, хотя бы 20-30 тысяч. У меня станок хлипкий китайский, приходится сильно занижать скорость подачи :)
И как бы еще ненужную медь выбирать чтобы не было нефункциональных дорожек?
Достаточно в одном месте с краю погреть паяльником и при помощи пинцета подцепить край. Потом греть паяльником фольгу рядом с тем местом где от платы отходит, а пинцетом тянуть. Если приноровиться то буквально за несколько минут удаляются излишки.
Главное не на плате фольгу греть, а ту которая уже отслоилась на небольшом расстоянии от платы. Тогда все будет очень аккуратно и чисто.
Выбор лишней меди программа тоже может делать, но это сильно увеличиват время обработки (хотя эту операцию можно проводить бОльшим инструментом). Скажем, если на проход дорожек по контуру тратится 10 минут, то на выборку меди потратится час :) Я выбираю медь только на тех участках, где иначе будет неудобно паяться — например, вокруг выводов микросхем с шагом 0.5 мм.
Я собрал свой ЧПУ фрезер (собирал пол года), но теперь просто не могу фрезеровать им платы дома.
А ведь начал собирать именно из за того, что не хотел возится с хлорным железом.
Нет ли кого софтинки, позволяющей боль-менее легко находить среднее меж линиями?
Примерно вот так — меж красными полигонами прочертить синие «средние линии»:

(сорри за размер картинки в пикселях, но она всего 10кб)
А если вакуумный стол? От разбега толщины, конечно, не спасает, но...
Китайский вакуумный насос за 4000 рублей — очень тихая штука в сравнении с роутером. Делать — да, не так просто, как мне казалось...
Идея! Покрываем плату краской из баллончика, фрезеруем рисунок, травим. Прямо захотелось себе cnc собрать :)
http://samopal.pro/tag/cnc/
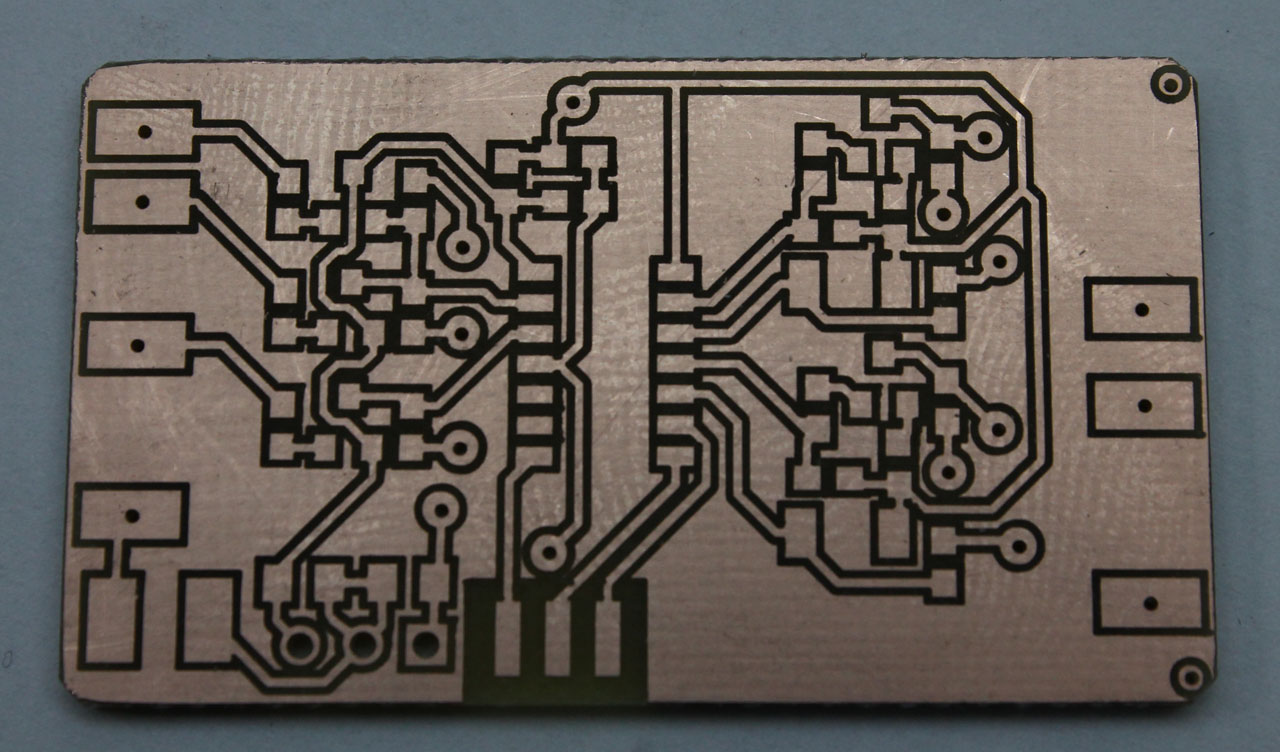
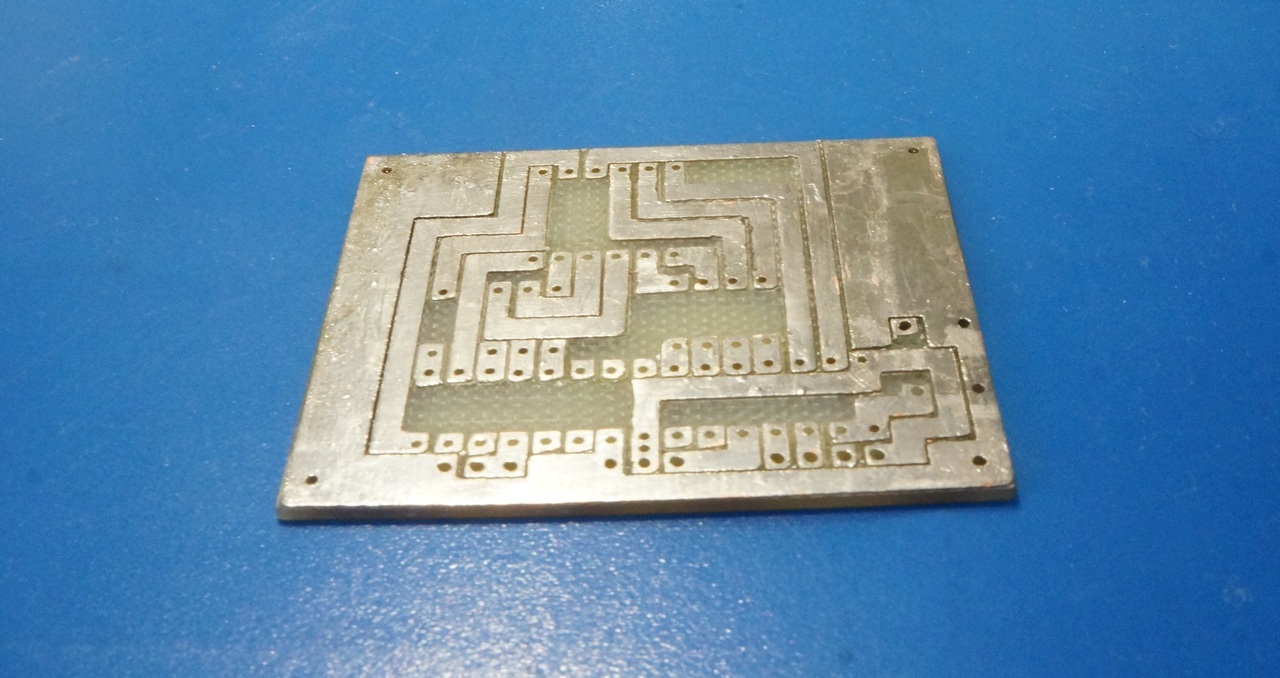
После ряда небольших модернизаций добился такого результата

Дизайн делаю специальный «квадратный»
Хорошо видны кривые площадки из за люфтов в ходовых винтах. Ну и кое где перестарался скальпелем, пытаясь убрать ненужные дорожки
Корпус из ПВХ 3мм


Результат пока далек от совершенства. Но едут линейные рельсы и ШВП. Шпиндель на 300Вт с регулировкой оборотов уже лежит. Очень надеюсь повысить качество результата
Я отказался от фрезеровки плат, особенно, когда делаешь это не часто и нужны очень тонкие проводники.
Так же есть большущая проблема паять такое, дорожки постоянно слипаются из-за отсутствия нормальной маски, как следствие, может сопля затечь под микросхему и фиг потом конци найдешь, пока не начнешь всё прозванивать.
Так же вечная проблема "биения" фрезы, если надо реально сделать тонкий проводник, то фреза должна быть иглой, с наибольшими оборотами (более 8к) и соответственно, очень медленная подача, чтобы фреза успевала не только сделать 1 оборот, но и при своей слабости конструкции не вибрировать (а на это кстати говоря начинает ещё влиять дешевизна конструкции, на высоких оборотах появляются вибрации, которые могут входить в обертон деталей/конструкций станка).
В общем ща дешевле сделать плату на норм.производстве.
Вот мой способ.
Развожу плату в Proteus, заливаю полигоны
Вывожу в *.bmp 600dpi (этого хватает)
В Artcam — трассирую в вектор.
Далее создаю
программу сверловки
программу гравировки — заглубление 0.03, фреза 0.1 угол 15 градусов, два прохода по 0.015
программу отрезки готовой платы.
далее в mach3 и вперед. Подача 350мм мин
Текстолит клею к столу на двухстороннюю клейкую ленту на тряпичной основе, она очень крепко держит, не плывет и толщина её везде одинакова.
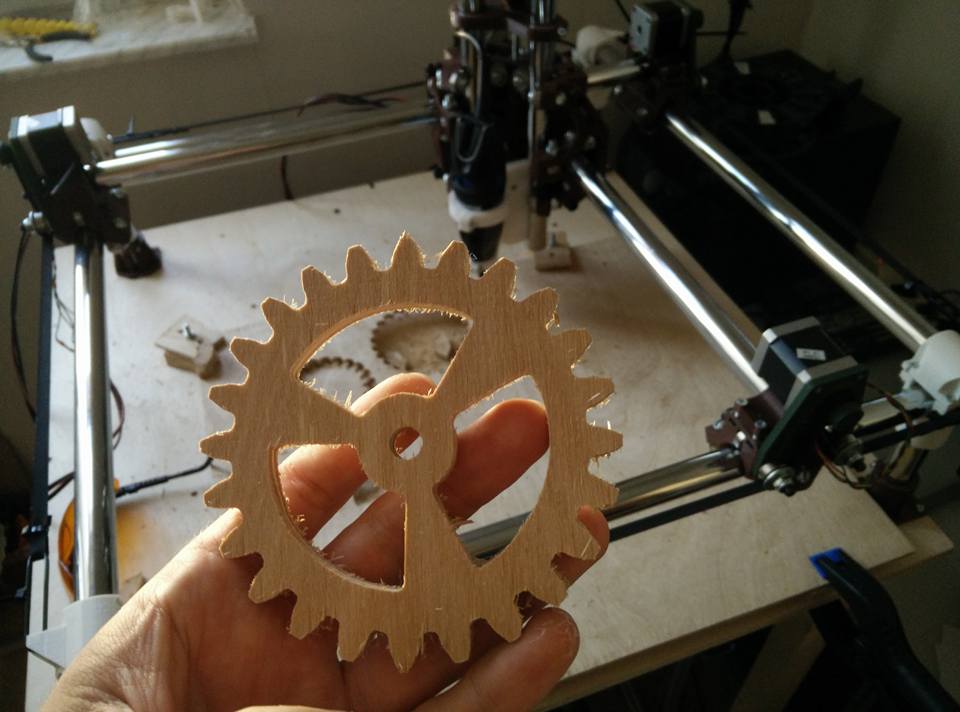
Очень сильно экономит время если есть еще чем заняться, а не смотреть на то как точит. Ибо просто поставил на выполнение и пошел своими делами заниматься. То что на фото точилось где-то час.


С этим «датчиком» одна хитрость — провода нужно переплести между собой. Во фрезере крайне до фига наводок, и без этого датчик будет постоянно давать ложные срабатывания. Даже после переплетения продолжит, но сильно-сильно реже.
Чтобы убрать наводки совсем достаточно подключить пин щупа к питанию через резистор 10-100 кОм. Теоретически это почти наверняка можно сделать и программно, но практически проще кинуть элемент вручную.
Если тема интересна, то могу написать еще одну статью про сверловку, двусторонние платы и пр.
Про сверловку интересно. Жду новую статью :)
Лазерная установка для засветки фоторезиста от AlphaCrow
Фрезеровка печатных плат в домашних условиях